



(1)指令功能
1)钻头以写入程序中的主轴转速和进给速度,分多次对单个深孔或多个深孔进行钻削加工至编程的最终钻孔深度的位置。深孔的定义一般是指孔的深度与孔的直径的比值大于等于10的孔,深孔加工的工艺特点在于对切屑的特别处理。
2)孔内断屑方式及相关加工过程。孔内断屑是一种加工效率比较高的处理切屑的方法。其特点是钻头每次钻削一定的深度,就沿着刀具轴线方向做一次短距离的退刀动作,并且做一次短暂的进给保持,然后再继续钻削一定的深度,再退刀并短时间进给保持。如此往复钻削,直至达到最终的钻孔深度。
①刀具以G0速度进给到安全距离。
②刀具以编程的主轴转速和进给速度[F=F×FD1(%)]钻到第一个进给深度。
③在钻削深度停留时间(DTB)。
④刀具回退(V2)距离进行断屑,然后以编程的进给速度(F)钻到下一个进给深度。
⑤重复步骤4,直至达到最终钻削深度(Z1)。
⑥在最终钻削深度停留时间(DT)。
⑦刀具快速移动,返回到初始平面位置。
3)孔外排屑方式及相关加工过程。孔外排屑的处理方式与前一种孔内断屑的处理方式相比,虽然钻削的效率有所降低,但是排屑的效果显然要更好些。其特点是钻头每次钻削一定的深度,就沿着刀具轴线方向将钻头完全退出孔外进行排屑,并且做一次短暂的进给保持,然后再快速返回到距离刚才钻削深度的提前距离位置继续进行下一段的钻削,再完全退刀、排屑。如此往复钻削,直至达到最终的钻孔深度。
①刀具以G0速度进给到安全距离。
②刀具以编程的主轴转速和进给速度[F=F×FD1(%)]钻到第一个进给深度。
③在钻削深度的停留时间(DTB)。
④刀具快速从工件中移出至安全距离,进行排屑。
⑤在下次起点位置(孔沿)的停留时间(DTS)。
⑥以G0速度进给到上次钻削深度,减少提前距离(V3)的位置。
⑦然后钻至下一个进给深度。
⑧重复步骤4~步骤7,直至达到编程的最终钻削深度(Z1)。
⑨在最终钻削深度的停留时间(DT)。
⑩刀具快速移动,返回到初始平面位置。
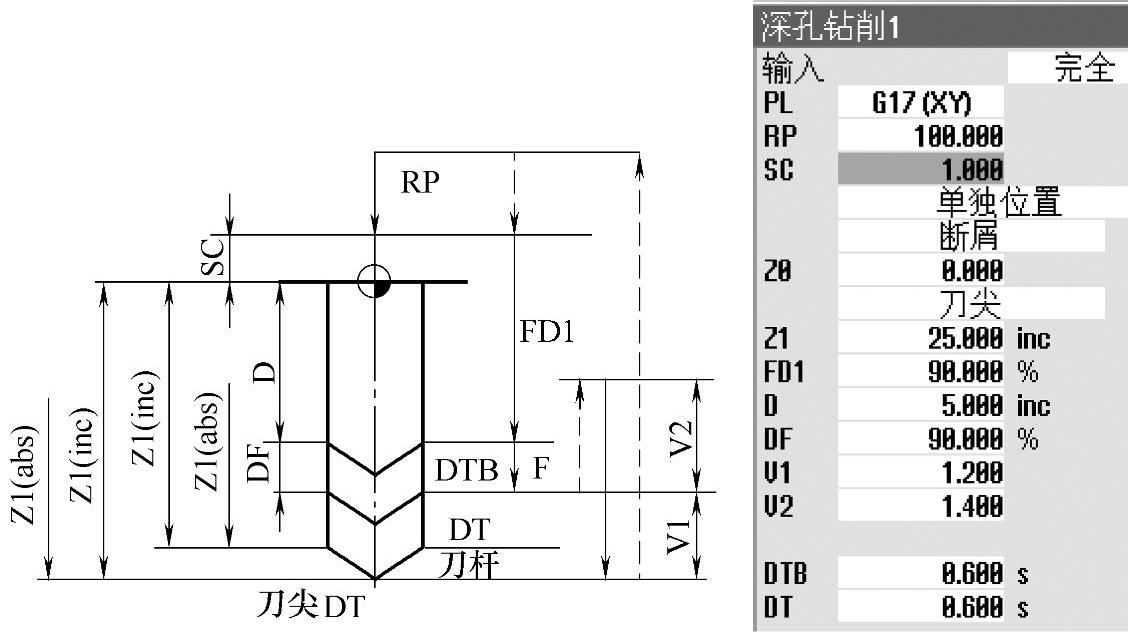
(2)编程操作界面 深孔钻削1(断屑)循环(CYC LE83)尺寸标注图样及参数对话框如图7-13所示,编程界面操作说明见表7-7和表7-8。
 (https://www.xing528.com)
(https://www.xing528.com)
图7-13 深孔钻削1(断屑)循环尺寸标注图样及参数对话框
深孔钻削1(排屑)循环(CYCLE83)尺寸标注图样及参数对话框如图7-14所示,编程界面操作说明见表7-7、表7-8和表7-9。深孔钻削1(排屑)循环隐藏参数见表7-10。
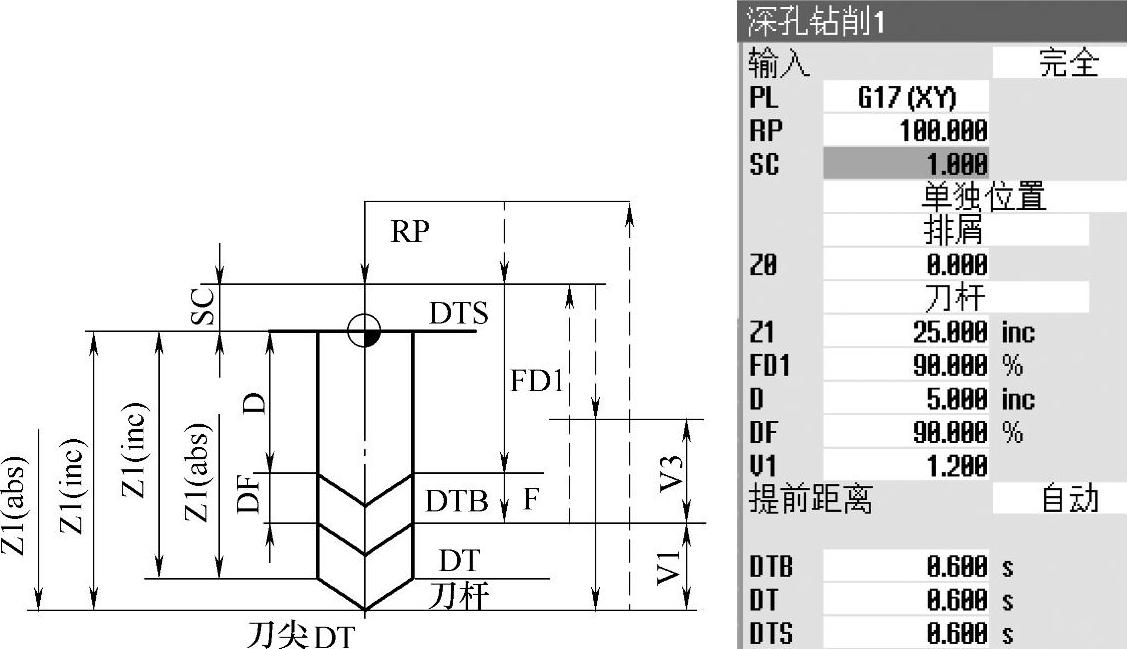
图7-14 深孔钻削1(排屑)循环尺寸标注图样及参数对话框
表7-7 深孔钻削1循环(CYCLE83通用参数)编程界面操作说明
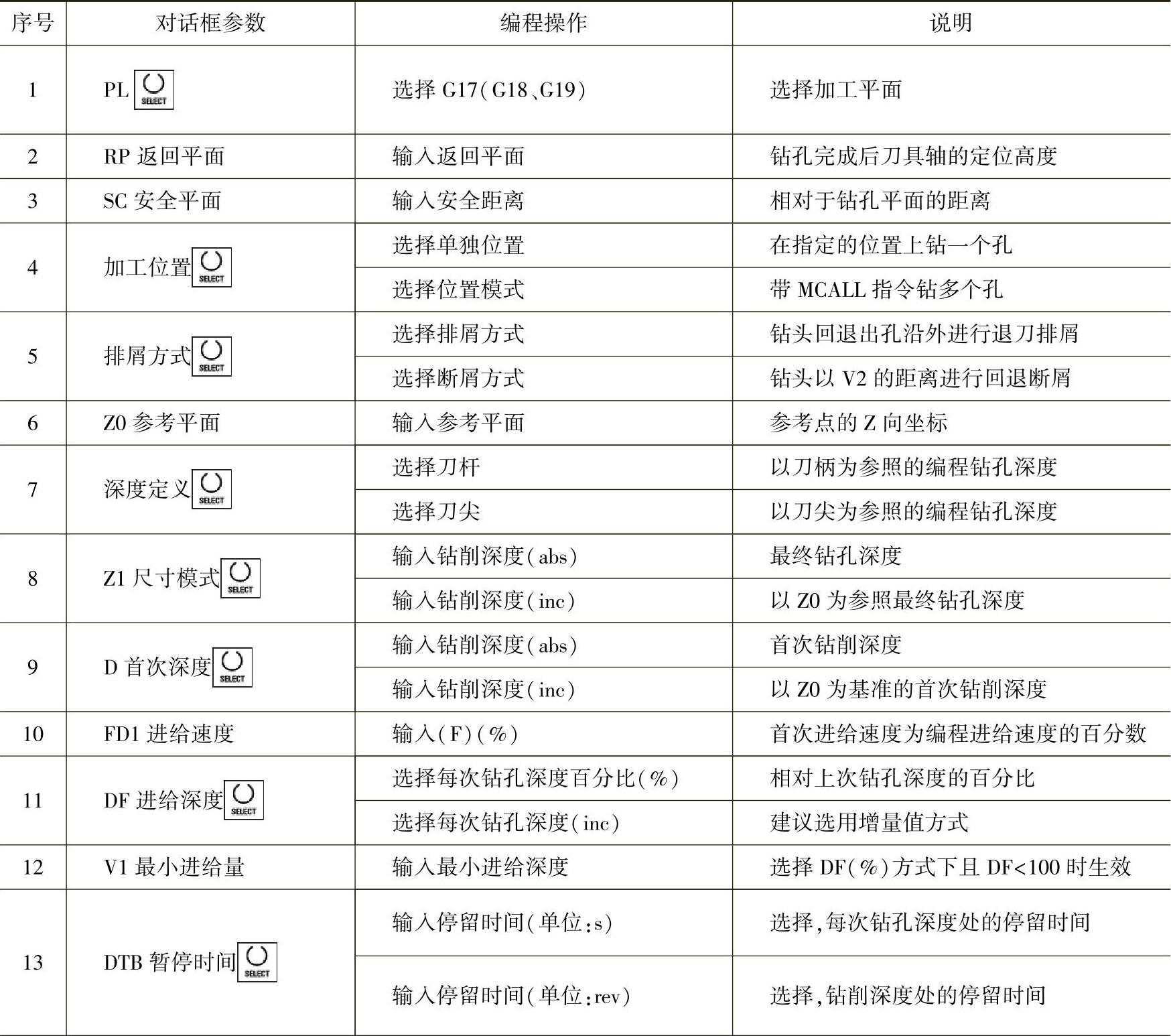
(续)

注:1.DF进刀深度的递减值:每一次的钻削深度由加工参数DF指定,建议采用增量坐标值(inc)的方式进行定义。DF=100%时与进刀量保持相同;DF<100%时进刀量在最终钻深方向不断减小。示例:上一次进刀量为4mm、DF为80%,下一次的进刀量=4mm×80%=3.2mm,再下一次的进刀量=3.2mm×80%=2.56mm,依此类推。
2.V1最小进刀量:V1<进刀量时按编写的进刀量进刀,V1>进刀量时按照V1进刀。如果进刀量非常小,可以使用参数“V1”编写最小进刀量。
3.D首次深度:在孔外排屑方式下,第一次钻削时由于排屑条件较好,所以首次钻削的深度参照普通的浅孔钻削深度进行选择即可。
4.FD1(首次)进给速度:设定第1个进给深度(D)的进给速度[F=F×FD1(%)],可以使用相对于编程进给速度(F)减少的方式钻孔或采用增加的方式钻孔(例如已对要被加工的孔进行过预钻孔加工)。
表7-8 深孔钻削1(断屑)循环(CYCLE83)参数编程界面操作说明

注:V2回退量表示每次钻削一定深度后的退刀距离。为了提高加工效率,这个参数通常都设置得比较小,只要保证切屑能够被断开即可。
表7-9 深孔钻削1(排屑)循环(CYCLE83)参数编程界面操作说明
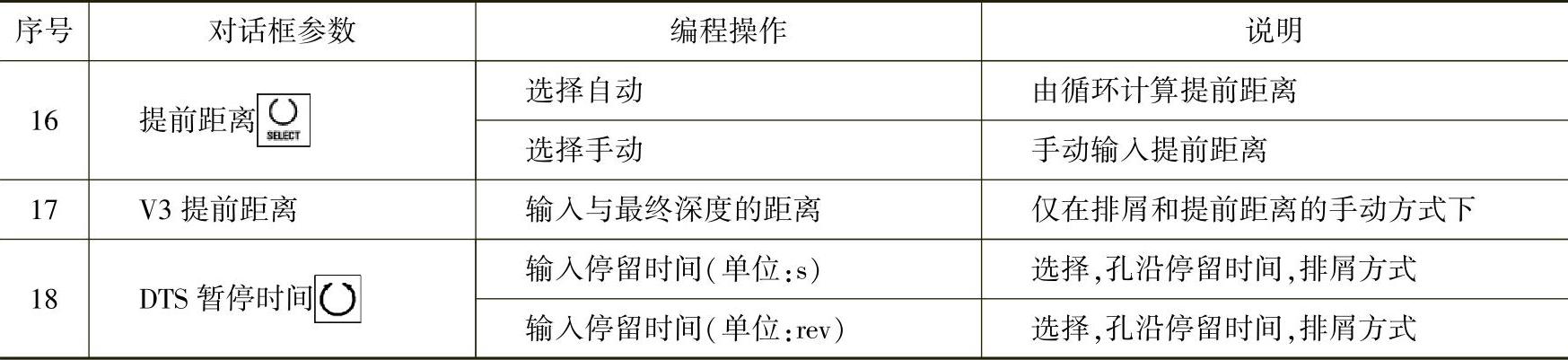
注:V3提前距离:当钻头完成退刀排屑动作之后,需要快速定位到距离上一次钻削深度一定距离的地方再次转入进给模式。这段距离的长度可以选择“手动”选项,在下面的加工参数V3中指定;也可以选择“自动”选项,系统默认值为1mm。
表7-10 深孔钻削1(排屑)循环(CYCLE83)隐藏参数表(部分)
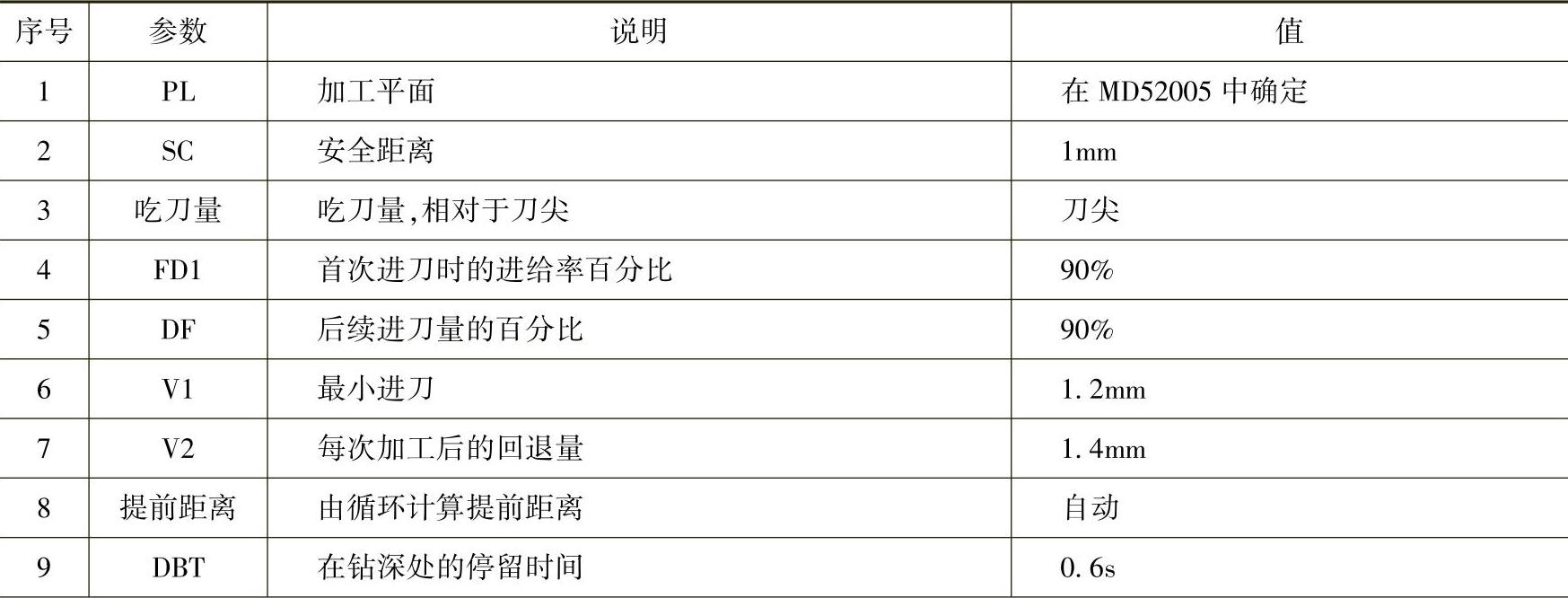
(续)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。