



【摘要】:指令功能1)镗孔循环使用中对刀具和机床都有特殊的要求。然后以编程进给率镗削至编程深度。选择“不退刀返回”方式,镗孔完成后主轴定位到加工参数SPOS所指定的角度以后,直接快速抬刀到返回平面的高度。选择“退刀返回”的方式,系统可以让镗刀在抬刀之前先进行X、Y、Z三个方向上的差补定位。图7-12 镗孔标注尺寸图样及参数对话框表7-6 镗孔循环编程界面操作说明
(1)指令功能
1)镗孔循环使用中对刀具和机床都有特殊的要求。刀具一般选用的是单刀头精镗刀,其次机床需要具备伺服主轴。
2)在考虑退回平面和安全距离的情况下,将刀具快速移动到编程位置。然后以编程进给率(F)镗削至编程深度(Z1)。
3)在到达切削深度处停留编程的时间后,刀具返回可选择带退刀方式或不带退刀方式。
选择“不退刀返回”方式,镗孔完成后主轴定位到加工参数SPOS所指定的角度以后,直接快速抬刀到返回平面(RP)的高度。采用这样的方式或许可以避免反向退刀时产生的反向间隙,使镗孔时的定位更加精确,但是在抬刀的过程中镗刀的刀尖会在孔壁上划出一道细微的痕迹。
选择“退刀返回”的方式,系统可以让镗刀在抬刀之前先进行X、Y、Z三个方向上的差补定位。通过SPOS指令进行定向的主轴停止。当镗刀进给至孔的底部时,需要主轴停止旋转并且将主轴定位到某一固定的角度,以便向镗刀刀尖相反的方向进行退刀,刀尖离开加工表面。(https://www.xing528.com)
(2)编程操作界面 镗孔循环(CYCLE86)尺寸标注图样及参数对话框见图7-12,编程界面操作说明见表7-6。
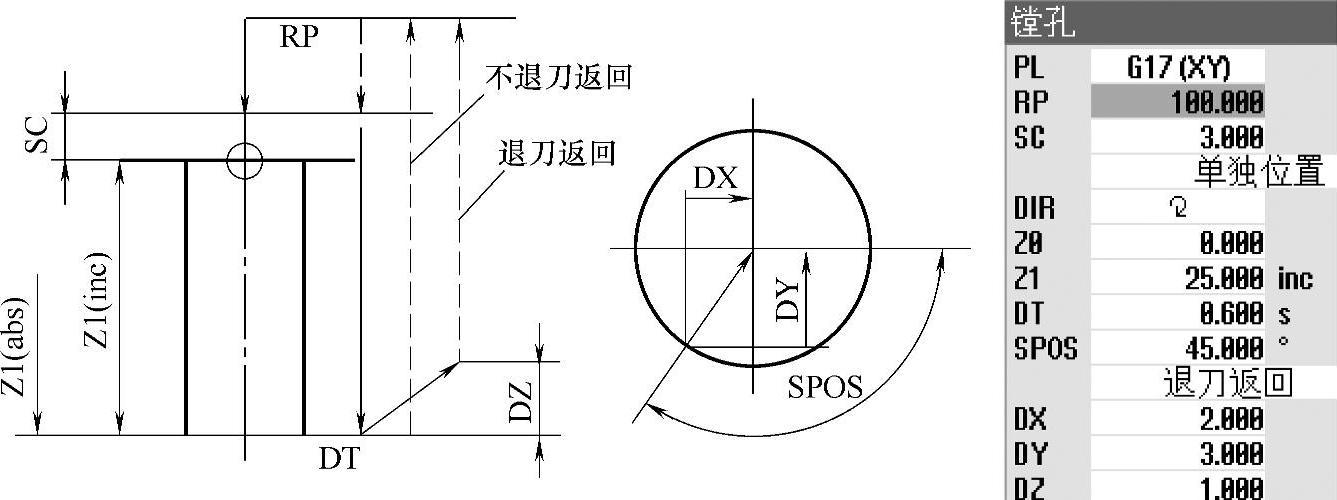
图7-12 镗孔标注尺寸图样及参数对话框
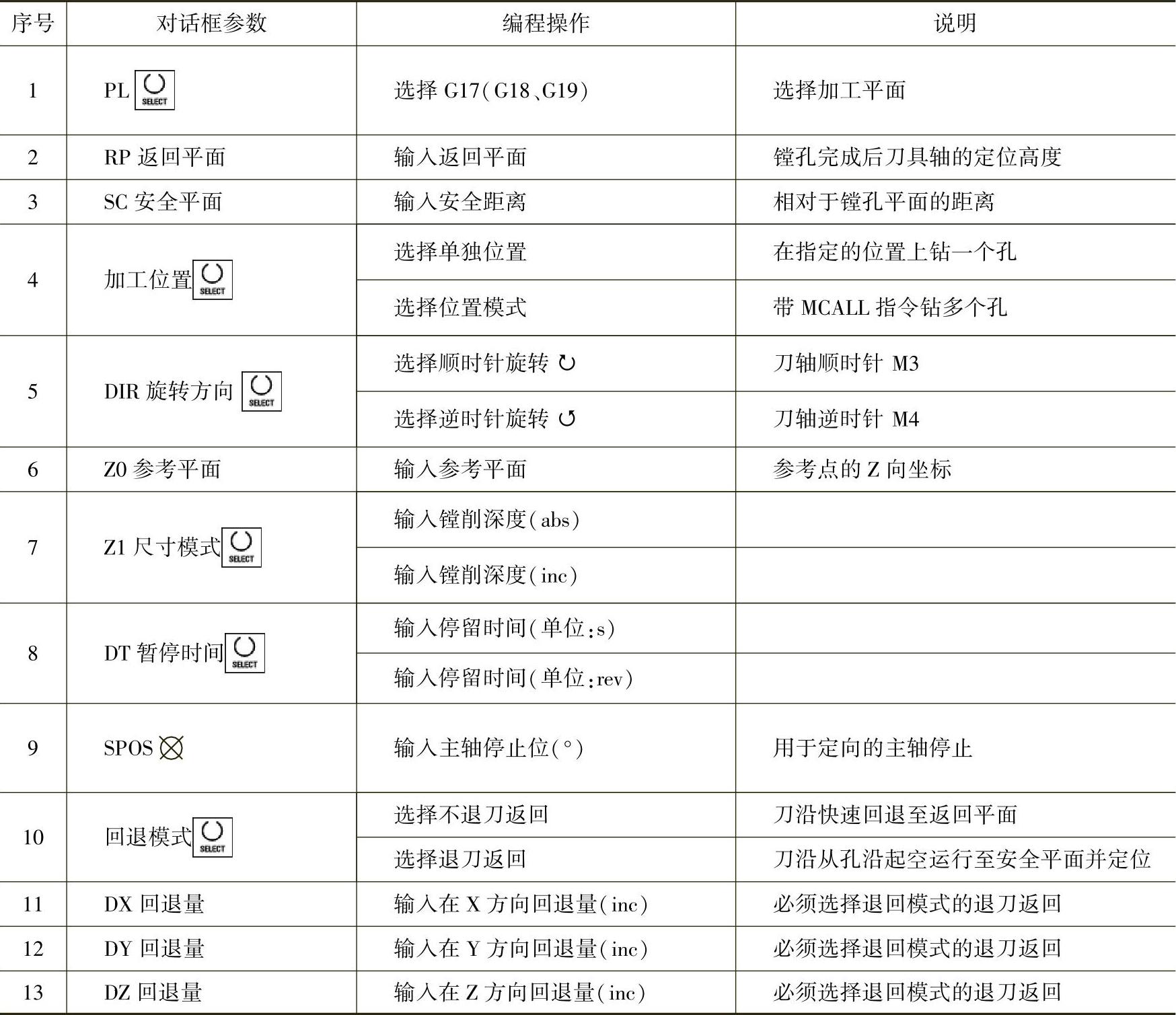
表7-6 镗孔循环(CYCLE86)编程界面操作说明
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。