



(1)指令功能 在钻削加工中为了保证在钻孔过程中孔的位置精度比较高,通常需要在钻孔之前安排一个钻削定位孔的工序。尤其在深孔钻削之前,为了防止钻头引偏,一般均要安排此工序。钻中心孔所用的刀具一般是钻尖角为90°的定心钻。
使用“钻中心孔”循环,可以实现如下功能:
1)以写入程序中的主轴转速和进给速度对单个孔或多个孔进行钻削加工至设定的最终钻孔深度Z1(相对于直径或刀尖)的位置。
2)对于钻孔的深度,在这个加工循环中有两种方式进行定义。一种是用钻头的直径间接地表示钻孔的深度,由控制系统根据钻头的钻尖角度自动进行换算。另一种则是刀尖位置直接给出钻孔的深度,直接在Z1输入栏中写入钻削深度即可。需要注意的是钻削深度Z1可以使用增量坐标(inc)或绝对坐标(abs)。
3)在到达切削深度处停留设定的时间后,刀具退回至“返回平面”位置。
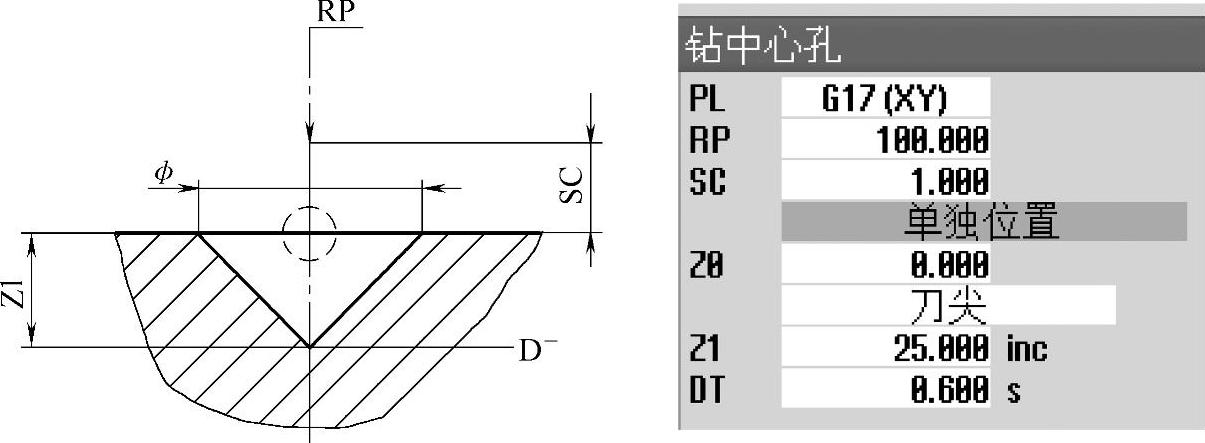
(2)编程操作界面 钻中心孔循环(CYCLE81)尺寸标注图样及参数对话框如图7-7所示,编程界面操作说明见表7-1。
创建一个新的钻孔加工程序的过程,在打开“程序编辑器”中完成零件加工程序工艺准备部分程序的编写。然后,按下屏幕下方的软键〖钻削〗进入钻削循环指令调用界面(屏幕右侧出现可供钻削加工选择的循环指令项目软键列表。按下屏幕右方的软键〖钻中心孔〗,打开输入界面“定心”。
 (https://www.xing528.com)
(https://www.xing528.com)
图7-7 钻中心孔循环标注尺寸图样及参数对话框
表7-1 钻中心孔循环(CYCLE81)编程界面操作说明
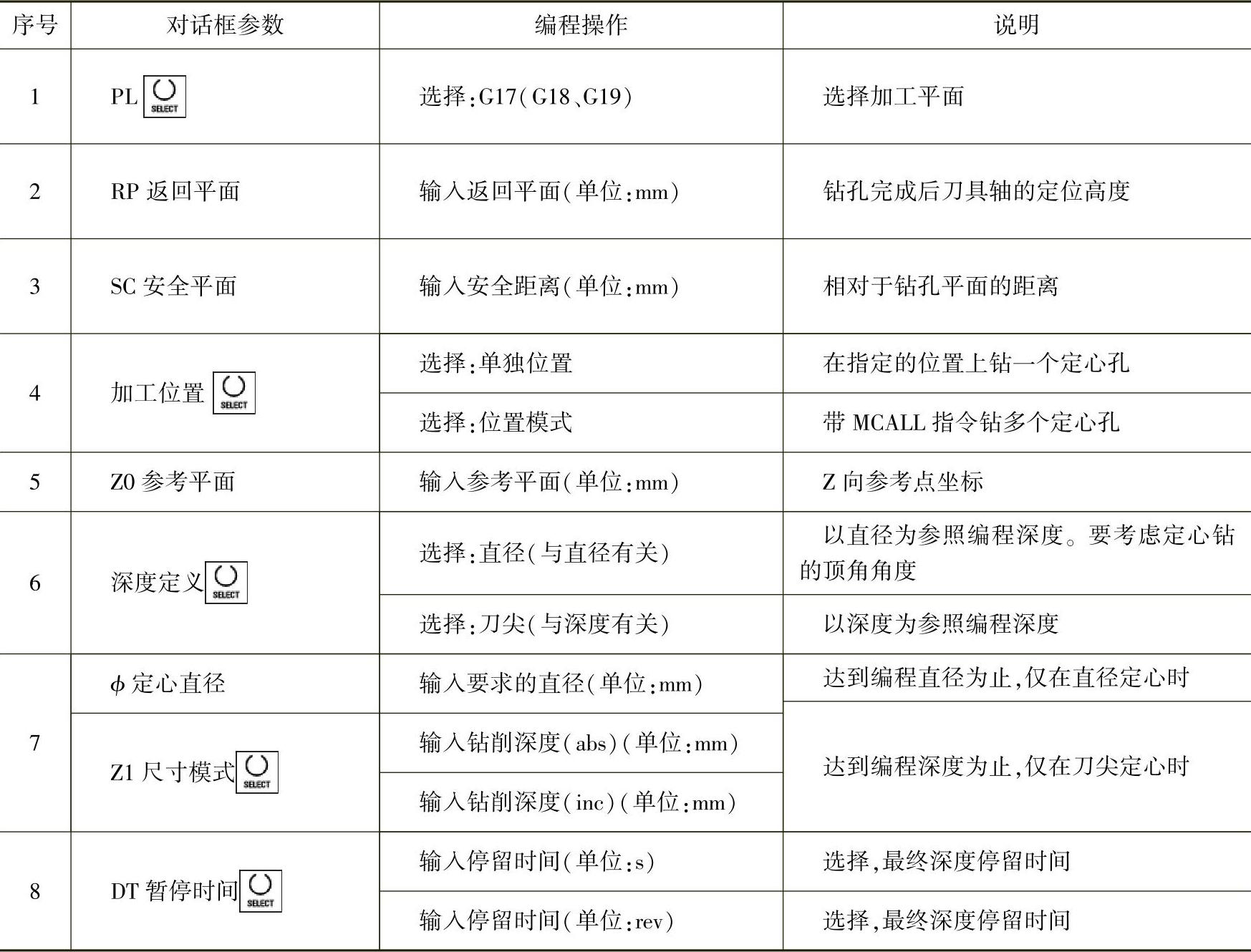
注:1.rev是系统界面上的符号,表示转。
2.编程操作栏目的单位,均为系统界面上的符号。
注:在编写“位置模式”项目时,选择“单独位置”钻孔方式,则在刀具的当前位置上进行钻孔加工(称为非模态调用)。如果需要进行连续的多孔加工时,选择“位置模式”钻孔方式。“位置模式”在当前刀具定位的位置上并不执行钻孔动作,这时,系统在生成的CYCLE81指令之前多出一个MCALL指令字符。这个“MCALL”代码表示钻孔循环进入模态调用的方式之后的包含运动坐标的位置上才会执行钻孔动作。当执行完这个钻头需要加工的所有孔后,需要在一个新的程序段中单独编写指令“MCALL”(指令后不带有任何参数)程序段,表示此次的多孔加工(模态调用方式)结束。
对话框参数的名称、参数含义见表7-1。可以看出“对话框参数”这一栏的用途在于,输入或选择工艺循环的必要参数为生成循环指令做准备,同时也是当系统再次编译钻中心孔工艺循环时,可以方便地找到原写入参数值的位置。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。