



MOD指令称为取模除法。一般可理解为是以一个定值为模(除数)的除法计算,但计算的结果只取其余数。
阿基米德螺旋线是一种常用的曲线,其极坐标方程式为
ρ=aθ+ρ0
式中 a——单位极角的极径值;
θ——表示轨迹所转过的极角值;
ρ0——表示轨迹初始极径值。
如图6-2所示的阿基米德螺旋线方程为
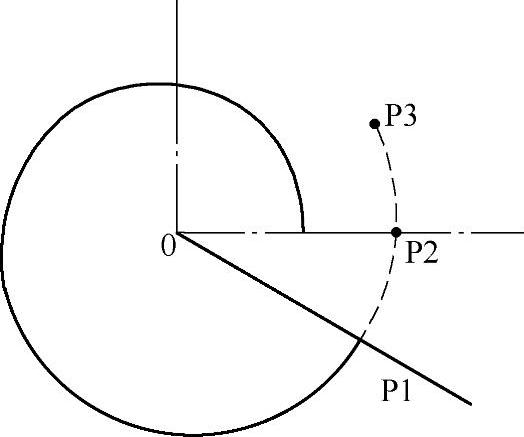
图6-2 阿基米德螺旋线(一)
这是一条基于极坐标原点的、起始极径为8mm、螺距为6mm的螺旋线。如果极角θ∈(0,330)十进制度数,即轨迹运行至P1点位置。螺旋线方程数学分析:设参数R1为每度角所对应的极径数值,即一个螺距在一个圆周角度内的极径微分量。R0为螺旋线所转过的极角θ。
使用极坐标指令编写加工程序如下:
程序代码 注释
;AJMD_1.MPF
N10 G90 G17 G00 G54 X0 Y0 ;G指令定义
N20 Z100 S1000 M3 ;刀具至初始高度
N30 R1=6/360 ;每度极角所对应的极径数值
N40 R0=0 ;对极角赋初值
N50 Z5 ;刀具移到安全高度
N60 AP=R0 RP=R1∗R0+8 ;曲线起点坐标赋值
N70 G1 Z-2 F150 ;工进至指定吃刀量
N80 WHILE R0<330 ;循环变量判断
N90 R0=R0+1 ;计算极角增量
N100 G1 AP=R0 RP=R1∗R0+8 F500 ;直线插补拟合曲线
N110 ENDWHILE ;切削循环结束
N120 G0 Z100 ;抬刀返回初始高度
N130 M30 ;程序结束(https://www.xing528.com)
如果将循环判断条件改为:N80 WHILER0<390,上述程序轨迹运行至图6-2所示P2点位置停下来,并产生014210#报警“程序段N100极坐标半径太大”。
分析报警原因是:828D系统对极角参数AP的赋值范围规定是0°±359.99999°。当要求刀具运行极角的角度大于此规定时,系统报错,停止运行。
如图6-3所示的一条阿基米德螺旋线,螺旋线方程为 。
。
这条基于极坐标原点的、起始极径为8mm、螺距为6mm的螺旋线,极角θ的取值范围θ∈(0,1150),十进制度数。做连接极点O与螺旋线终点P3的辅助直线,分别交螺旋线于P1点、P2点和P3点。观察图示轨迹可以看到:
轨迹运行至交点P1所转过的极角为1×360°+β。
轨迹运行至交点P2所转过的极角为2×360°+β。
轨迹运行至交点P3所转过的极角为3×360°+β。
因此可以理解为,此螺旋线以360°角为基础,刀位轨迹是先一次把360°圆周角走完,即“取模留余”,再接着走余下的β角。
可以使用“MOD”函数完成图6-2中至P3点的轨迹曲线,只需将N80~N100语句改写为:
程序代码 注释
…
N80 WHILER0<390 ;循环条件判断
N90 R0=R0+1 ;计算极角增量
N100 G1 AP=R0 MOD 360 RP=R1∗R0+8F500 ;直线插补拟合曲线
…
对于图6-3所示的阿基米德螺旋曲线,使用取模除法函数(MOD),即只需将N80~N100语句改写为:
程序代码 注释
…
N80 WHILER0<1150 ;循环条件判断
N90 R0=R0+1 ;计算极角增量
N100 G1 AP=R0 MOD 360 RP=R1∗R0+8 F500 ;直线插补拟合曲线
…
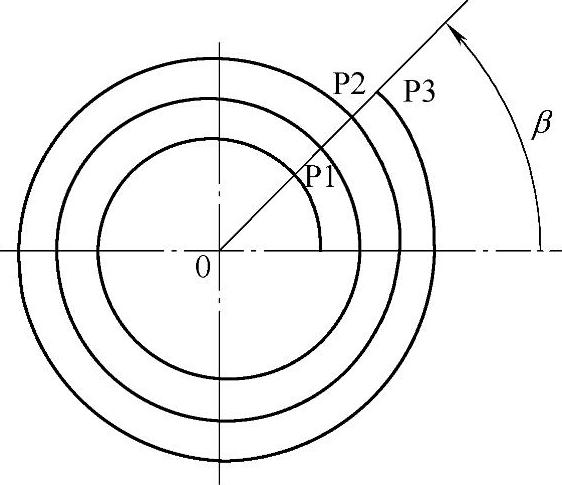
图6-3 阿基米德螺旋线(二)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。