



(1)指令功能 在连续路径运行中,在程序段结束并进行程序段切换时,路径速度不必为了达到精准停条件而降低到很小,也提高了运行刚性。从而可以在程序段转换点处避免路径轴停止加工,尽可能以相同的速度(平滑)转到下一个程序段。为了达到此目标,选择连续路径运行时还应激活“程序段预读”功能。该功能是衡量数控系统的一项较重要的指标。
带平滑的连续路径运行表示可通过本地更改编程的运动,使原本突兀的程序段过渡得更加平滑、圆顺。通过连续路径运行可以实现:
1)省去了达到准停标准所需的制动和加速过程,从而缩短了加工时间。
2)平缓的速度变化,获得良好的切削质量。
在下列情形下,应使用连续路径运行:
1)需要尽可能快速地离开轮廓(比如通过快速移动)。
2)没有超出故障评价标准情况下,实际运行可以与编程的运行有所偏差,以保持连续、稳定的运行。
在下列情形下,不应使用连续路径运行:
1)要求精确离开轮廓。
2)要求绝对恒定速度。
如果某些程序段隐含了某些会触发预处理停止的动作,则连续路径运行会因此中断。
(2)编程格式
G64…
G641 ADIS=...
G641 ADISPOS=...
G642…
G645…
(3)指令参数说明
ADIS=:平滑距离。G641中仅用于路径功能G1、G2、G3位移条件。
ADISPOS=:平滑距离。G641中仅用于快速运行G0位移条件。
平滑距离是指程序段末尾前平滑程序段(程序段过渡切线)最早可以开始的距离,或者程序段末尾(程序段过渡切线)后必须结束的距离。
例如,平滑距离为0.5mm,是指平滑程序段最早可在编程的程序段结束前0.5mm处开始,并必须在程序段结束后0.5mm处结束,如图5-15所示。
程序代码:G641ADIS=0.5G1X...Y...
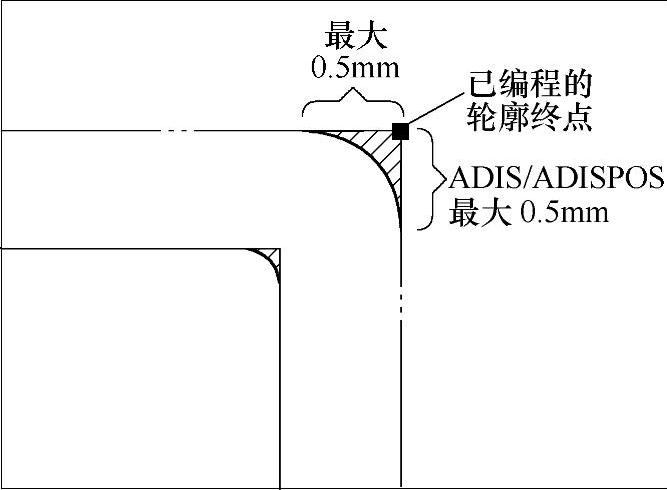
图5-15 G641指令的平滑距离
提示:采用G641时,在从G0向非G0转换时或从非G0向G0转换时,ADISPOS和ADIS当中较小的值有效。如果没有设定ADIS或ADISPOS,则该值被当做零,而其运行性能与G64时相同。运行位移较短时,平滑距离自动减少(最大为36%)。
(4)各种连续路径(平滑)指令运行模式特点
1)G64:速度按过载系数降低。
2)G641:按照位移条件开展平滑。
3)G642:通常在允许的最大路径偏差范围内开展平滑。该轴专用公差也可通过配置最大轮廓偏差(轮廓公差)或者刀具定向的最大角度偏差(定向公差)来取代。轮廓和定向公差的扩展只存在于选择了“多项式插补”选项的系统中。
4)G645:像G642一样开展程序段过渡切线的平滑作用于拐角。当原始轮廓的曲线在至少一个轴上呈现跃变时,G645也会在程序段过渡切线上生成平滑程序段。
注意:如果通过G641、G642或G645生成的平滑中断,则在接下来的重新定位(RE-POS)中不会逼近中断点,而是逼近原始运行程序段的起点或终点(根据REPOS模式)。
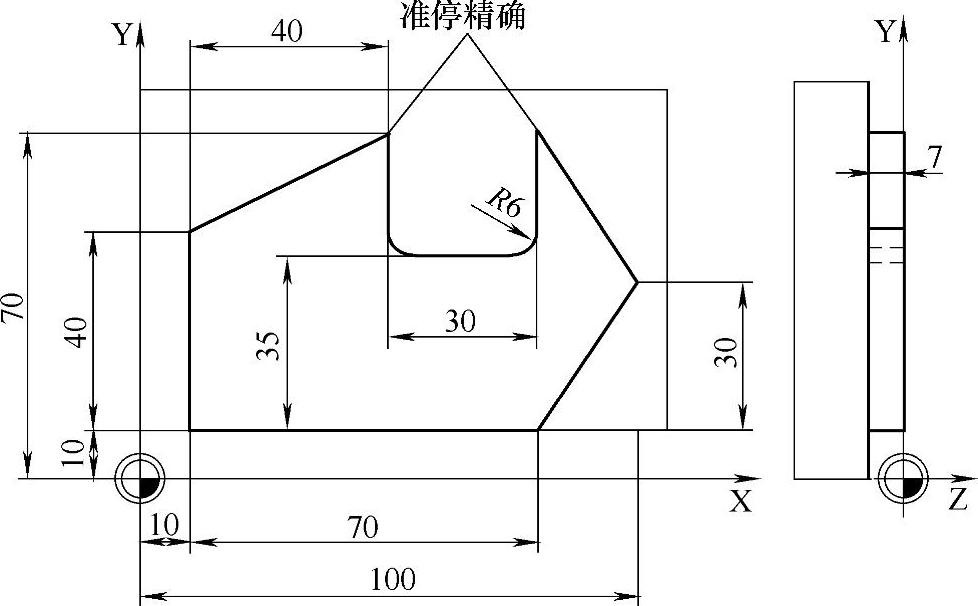
如图5-16所示,精确运行到铣槽上的外角,其他则采用连续路径运行。
 (https://www.xing528.com)
(https://www.xing528.com)
图5-16 精确准停切削尖角
程序代码 注释
N10 T1 M6 ;调用ϕ10mm立铣刀
N20 G17 G0 G57 X-10 Y-10 Z80 S1500 M3 ;回到初始位置,激活主轴,路径补偿
N30 Z2
N40 G1 Z-7 F280 ;进刀
N50 G41 X10 F400 ;建立刀具半径补偿
N60 Y40 G641 ADIS=0.5 ;铣削轮廓过渡
N70 X50 Y70 G60 G601 ;用精准停精确地定位
N80 Y45 CR=6
N90 X80 CR=6
N100 Y70
N110 G641 ADIS=0.5 X100 Y40 ;铣削轮廓过渡
N120 X80 Y10
N130 X10
N140 G40 G0 X-20 ;取消路径补偿
N150 Z80 ;退刀
N160 M30 ;程序结束
(5)注意事项
1)平滑不可替代拐角倒圆(RND)。用户不应想象轮廓在平滑区域内的外观。特别是当平滑方式取决于动态特性,比如路径速度时。因此,在轮廓处的平滑只有在ADIS的值较小时才有意义。如果需要在拐角处运行定义的轮廓,则必须使用RND指令。同样,平滑不能代替已定义的平整加工(RNDM,ASPLINE,BSPLINE,CSPLINE)功能。
2)在连续路径(G64)运行中,刀具会在轮廓的过渡切线上尽可能以恒定的路径速度运行(在程序段界限处不进行制动)。在拐角和准停程序段之前会进行预先制动(预读功能)。同样,也以恒速绕行拐角。为了减少轮廓精度的影响,在考虑到加速度极限和过载系数的情况下应相应地降低速度。
3)对轮廓过渡部分采用何种程度的平滑,取决于进给速度和过载系数。过载系数可在机床数据MD32310 $MA_MAX_ACCEL_OVL_FACTOR中设置。通过设定机床数据MD20490 IGNORE_OVL_FACTOR_FOR_ADIS,可以独立于设置的过载系数对程序段过渡进行平滑。为了避免路径运行意外停止,必须要注意以下几点:
①在运行结束后或者在下一个运行开始前开启的辅助功能会中断连续路径运行,但快速辅助功能除外。
②定位轴始终遵循准停原理运行。如果在一个程序段中(精定位窗口,如G601)必须要等待定位轴,则路径轴的连续路径运行被中断。而进行注释、计算或调用子程序的中间编程程序段不会影响连续路径运行。
4)如果在使用F编程的进给速度所有设定的轴,程序段过渡处往往会有一个速度跃变,控制系统可以通过降低程序段切换处的速度限制这种速度跃变,使该值不超过机床数据MD32300$MA_MAX_AX_ACCEL和MD32310 $MA_MAX_ACCEL_OVL_FACTOR所允许的值。如果通过平滑弱化了规定的路径轴之间的位置关联,则可避免此制动运行。
5)在连续路径运行中,控制系统自动预先(预读)计算出多个NC程序段的速度控制。这样当程序段过渡接近正切时,便可延续多个程序段开始加速或减速。尤其是当一个运动由若干个较短位移构成时,采用预读功能可以获得更高的进给率,如图5-17所示。可预读NC程序段的最大数量在机床数据中设置。
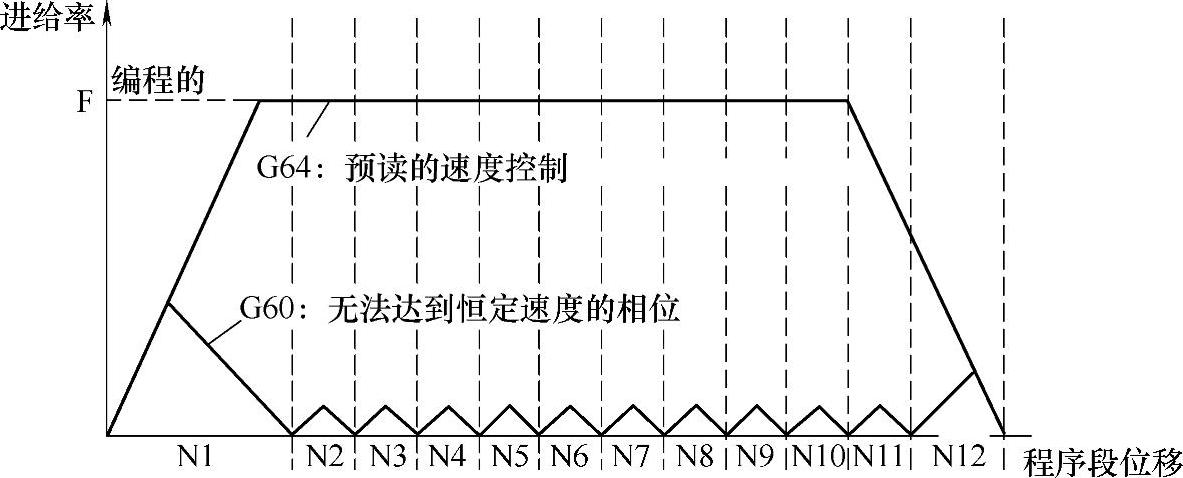
图5-17 预读程序段进给速度的关系
6)连续路径运行中按照位移条件开展平滑(采用G641)时,控制系统在轮廓过渡处插入过渡单元。平滑距离ADIS(或G0中使用ADISPOS)可以设定对拐角进行铣削的最大限度。在该平滑距离内,控制系统可以自由解除路径关联,并通过一个动态优化的路径代替。但对于所有的轴,只有一个ADIS值可用。
G641的作用与RNDM指令相似,但是不局限于工作平面的轴。G641像G64一样,包含预读功能。在弯度很大时,平滑程序段以较小的速度执行。
7)G642中带轴向精度的平滑(使用G642)时,平滑不在已定义的ADIS范围内进行,而是遵循在机床数据MD33100 $MA_COMPRESS_POS_TOL中定义的轴向公差。平滑距离由所有轴的最短平滑距离确定。在生成平滑程序段时会考虑该值。
8)使用G645指令中程序段过渡切线的平滑时应合适定义平滑,确保相关轴不发生加速度跃变且不超出参数设置的、与原始轮廓的最大偏差(MD33120 $MA_PATH_TRANS_POS_TOL)。对于折线式的、不相切的程序段过渡,平滑特性如G642。
9)平滑程序段使零件程序加工速度减慢。这会在很短的程序段之间发生。因为每个程序段至少需要一个插补周期,所以插入的中间程序段使运行时间加倍。需要不减速地跃过设定了G64的程序段过渡(连续路径运行,无平滑)时,平滑会增加加工时间,也就是说所允许的过载系数。可通过设定机床数据MD32310 $MA_MAX_ACCEL_OVL_FACTOR决定对程序段过渡是否进行平滑。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。