



(1)指令功能 数控机床进给轴的动态特性和轨迹速度对折角尺寸加工精度控制,或快速移动的方向发生改变时的运行刚性有重要影响。涉及数控系统控制的一个重要概念——“准停”。准停是一种运行模式,在该模式下每个运行程序段结束时,所有参与运动、但不是跨程序段运行的轨迹轴和辅助轴将制动至静止状态。
如果要生成一个精度较高的折角(如尖的外角),或者要对折角(如内角)进行精加工,就需要使用准停指令。使用准停标准可以确定如何准备运行到拐角处,以及何时转换到下一个程序段,数控系统提供了以下三个标准:
1)精准停。只要所有参加运行的轴能够达到“精准停”的轴专用公差极限,就进行程序段转换。
2)粗准停。只要所有参加运行的轴能够达到“粗准停”的轴专用公差极限,就进行程序段转换。
3)插补结束。如果控制系统计算出所有参加插补运行的轴的额定速度为零,则进行程序段转换。不用考虑参加运行轴的实际位置或者跟随误差。
每个轴“精准停”和“粗准停”的极限值可以通过机床数据进行设定。
(2)编程格式
G60…
G9…
G601/G602/G603…
(3)指令参数说明
G60:激活准停的指令,模态有效。
G9:激活准停的指令,在当前程序段中产生准停,逐段有效。
G601:用于激活“精准停”准停标准的指令。
G602:用于激活“粗准停”准停标准的指令。
G603:用于激活“插补结束”准停标准的指令。
用于激活准停标准(G601/G602/G603)的指令只在G60或G9激活时生效。
(4)编程示例(https://www.xing528.com)
程序代码 注释
N5 G601 ;选择“精准停”标准
N10 G0 G60 Z... ;准停模态有效
N20 X...Z... ;G60继续有效
…
N50 G1 G602 ;选择“粗准停”准停标准
N80 G64 Z... ;转换到连续路径运行
…
N100 G0 G9 ;准停只在该程序段中有效
N110... ;连续路径运行重新被激活
(5)注意事项
1)使用连续路径运行指令G64或G641~G645可取消G60。
2)G601、G602指令被激活后运动轨迹停止,并在拐角处短暂停留,形成一个程序段串联轨迹,控制精度如图5-14所示。
准停标准的限值范围应设置得尽可能小。界限范围截取得越小,则位置逼近时间越长,到目标位置的运行时间越长。
如果控制系统计算的插补轴给定速度为零,则执行程序段切换。此时根据轴的动态特性和轨迹速度,实际值滞后一个跟随运行分量。
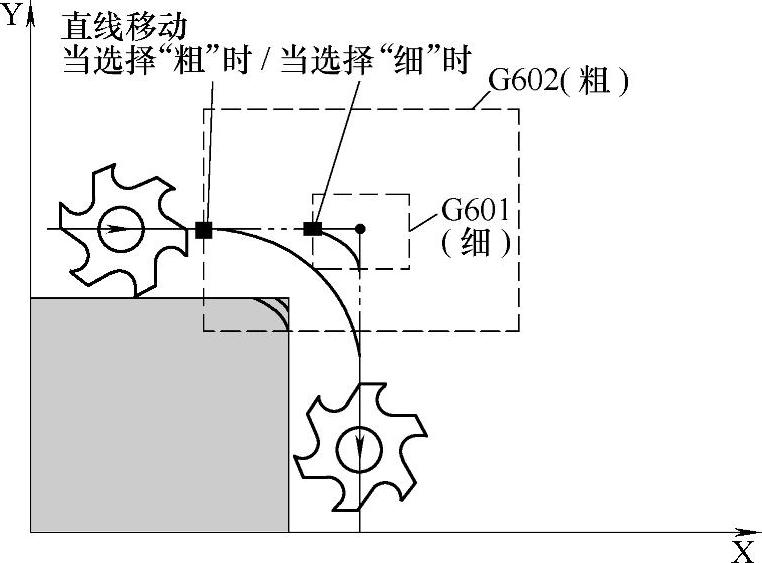
图5-14 准停窗口的控制精度
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。