



(1)指令功能 在通过MCALL进行模态子程序调用时,子程序可以在每个带轨迹运行的程序段之后自动调用和执行。可自动调用要在不同工件位置执行的子程序,例如用于建立钻孔图时。功能关闭通过MCALL实现,不调用子程序,或者通过设定一个新的模态子程序调用,用于一个新的子程序。
注意:在某个程序的执行过程中,同时只能有一个MCALL调用生效。在MCALL调用中仅传送一次参数。在下面的情况下也可以调用模态子程序,而不设定一个运动:
1)当G0或G1有效时,编程地址S和F。
2)在程序段中单独编程G0或G1,或者与其他的G代码一起编程。
(2)编程格式
MCALL<程序名称>
(3)指令参数说明
MCALL:用于模态子程序调用的指令。
<程序名称>:子程序名称。
(4)编程示例
例1 模态调用子程序——多次加工相同图样。
按照如图5-5和图5-6所示,刻铣四个完全一样的方框线图案,从A点起,刻铣深度为0.1mm。
1)主程序。
程序代码 注释
N10 T3 M6 ;调用刻铣刀具
N20 G0 G90 G17 G56 X0 Y0 ;工艺设定
N30 D1 Z50 S2500 M3 ;建立刀具长度补偿,设定切削参数
N40 Z2 M08 ;移动至安全平面,打开切削液
N50 MCALL KUANG ;模态调用刻铣图形子程序
N60 X-40 Y10 ;图样位置,在第一个位置加工(左上)
N70 X-40 Y-10 ;图样位置,在第二个位置加工(左下)
N80 X10 Y10 ;图样位置,在第三个位置加工(右上)
N90 X10 Y-10 ;图样位置,在第四个位置加工(右下)
N100 G0 Z50 M5 M9 ;提升刀具,主轴停转,关闭切削液
N110 M30 ;程序结束(https://www.xing528.com)
2)刻铣图形子程序。
程序代码 注释
N002 G91 G1 Z-2.1 F100 ;相对坐标编程方式,工进刻铣深度为0.1mm
N004 Y20 F200 ;相对坐标编程方式,顺时针刻铣图案
N006 X30 ;
N008 Y-20 ;
N010 X-30 ;
N012 G0 Z2.1 ;相对坐标编程方式,快速抬刀至工进时的高度
N014 G90 ;恢复绝对坐标编程
N014 M17 ;子程序结束
说明:本例模态调用子程序的方式等同于可编程零点平移(TRANS)编程方式。
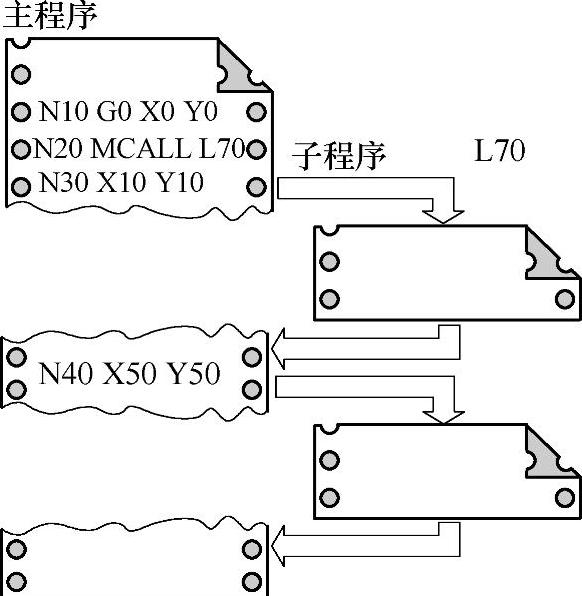
图5-5 模态调用子程序
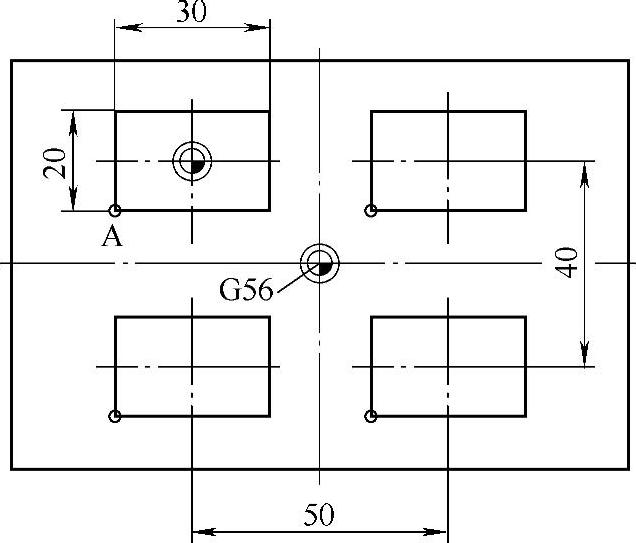
图5-6 刻铣图案
例2 模态调用子程序——子程序嵌套调用
程序代码 注释
…
N10 G0 X0 Y0
N20 MCALL L70 ;例如图形子程序
N30 L80 ;例如位置子程序1,工艺子程序1
N40 L90 ;例如位置子程序2,工艺子程序2
…
编程说明:在本例中,子程序L80中有编程的轨迹轴和后续的程序段。子程序L70是在执行(调用)子程序L80中运行的。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。