



(1)指令功能 在刀具半径补偿有效时,使用碰撞监控功能可以通过预先的轮廓计算对刀具行程进行监控。可以及时地识别出可能发生的轮廓碰撞,并通过控制系统得以有效避免。如可以在NC程序中写入激活或关闭碰撞监控的指令。
(2)编程格式与参数说明
CDON:激活碰撞监控的指令。
CDOF:关闭碰撞监控的指令。
(3)编程示例 由于刀具半径补偿的编程是对工件图样尺寸进行编程,现场选用刀具,填写刀具半径补偿值时操作者可能会忽略刀具加工尺寸对加工过程中的影响。比如刀具的补偿值过大可能造成过切。SINUMERIK 828D数控系统对此现象有一定的技术保护措施,称为“临界加工状态的平衡控制”。下面的示例说明了当选择了过大补偿半径值的刀具加工工件的轮廓时,会处于刀具半径补偿加工方式下的临界加工的状态,它们由控制系统识别,并由修改过(系统内部计算)的刀具轨迹进行补偿。
例1 “瓶颈”路径识别1(半开放型腔)。
如图4-21图形,由于加工这一半开放型腔进口处(内角)时的刀具补偿后的直径过大,处于刀具直径等于零件路径宽度的“临界”状态,则在路径口绕行该“瓶颈”。在这种情况下,本次进给只能留下绝大部分的半开放型腔的留料不加工。系统将计算出绕行路径(没有按照编程路径)进行切削。
例2 “瓶颈”路径识别2(内角加工)。
如图4-22所示图形,由于刀具补偿后的直径过大,无法切削到梯形槽底部,则绕行该“瓶颈”。系统将计算出绕行路径(没有按照编程路径)进行切削。在这种情况下只能有限地加工轮廓,防止轮廓过切。
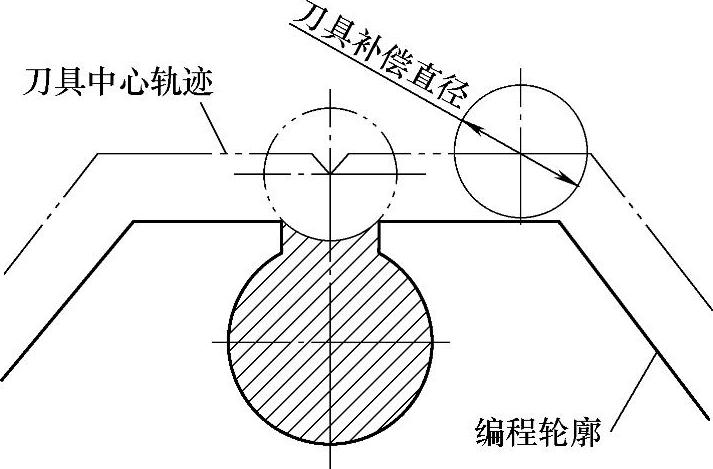
图4-21 加工中的“瓶颈”绕行现象
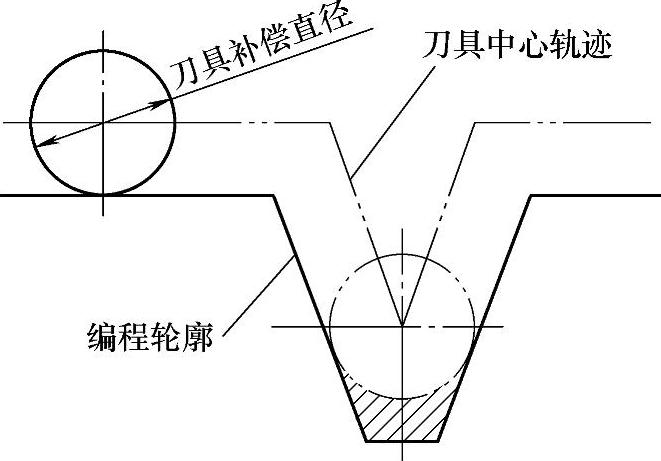
图4-22 加工中的“欠切”留料现象(一)
例3 轮廓位移行程短于刀具半径。
如图4-23所示,零件的台阶高度尺寸小于刀具补偿半径,刀具以一个过渡圆弧绕行工件台阶拐角,并在接下去的轮廓加工中精确地沿着编程轨迹运行。
说明:本例仅是说明刀具补偿加工中的数控系统对所编写出的程序指令运行的判断与控制能力的一种现象说明。
加工如图4-24所示零件的外形,铣削四边及四个长直槽,可以看到不同的加工现象。(https://www.xing528.com)
使用ϕ16mm立铣刀,采用刀具半径补偿方式编写的同一个程序,粗、精加工完成零件外形尺寸。粗加工刀具补偿半径D1设定为10mm,精加工刀具补偿半径D2设定为8mm。粗加工时,由于设定的刀具半径大于实际刀具半径,同时也大于零件所允许的路径宽度,刀具无法进入长凹槽中,则绕行该凹槽口处的“瓶颈”。刀具将在长直槽的沿口切入一些后马上退出,继续后续的铣削加工。运行该程序后,加工不停止,也没有产生过切。当精加工时,刀具半径设定值D2等于实际刀具半径(小于直槽宽度),可以切入凹槽中,完成直槽及直槽底部R9圆弧的加工。
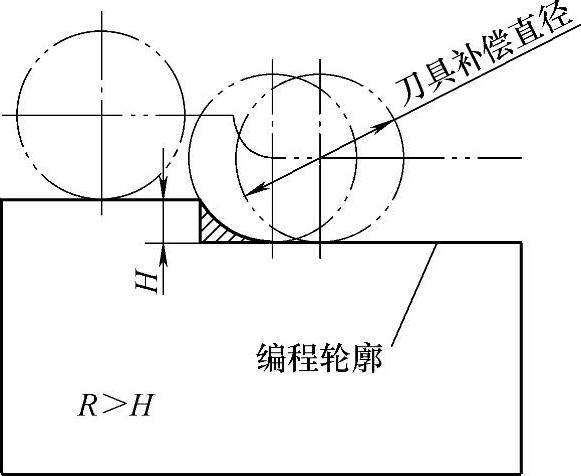
图4-23 加工中的“欠切”留料现象(二)
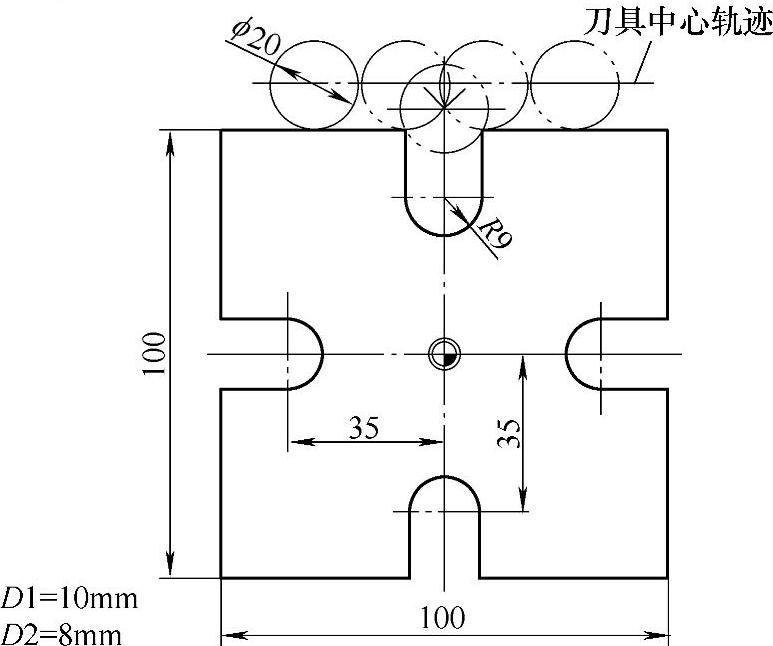
图4-24 设定刀补值完成零件外形切削
需要指出的是:碰撞指令的使用与系统参数的设置有关。若在运行下面的程序时,数控系统给出一个报警提示“10751程序段N90刀具半径补偿后有碰撞危险”,加工停止。这可能是系统参数的设置问题,如碰撞监控的预读程序段数太少,不足以判断是否会发生碰撞,但系统判断为刀具轨迹过切。
此时,请查看“机床参数”通道数据MD20240 $MC_CUTCOM_MAXNUM_CHECK_BLOCKS。如果该参数的赋值为“4”时,可以将其修改为“10”。请重新运行该程序,碰撞监控指令会正常发挥作用。该参数修改后需要重新启动系统才能生效。
提示:在进行第二次切削(精加工)时,零件直边处的余量为1mm,而凹槽部位的一边余量为16mm(满刀切削),另一边余量为2mm。参考程序如下:
程序代码 注释
…
N60 G1 G41 X-9 F400 CDON ;铣削上长边(左)
N70 Y35 ;铣削凹直槽侧壁
N80 G3 X9 Y35 CR=9 ;铣削凹直槽底部圆弧
N90 G1 Y50 ;铣削凹直槽侧壁
N100 X50 ;铣削上长边(右)
…
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。