



(1)指令功能 使用指令NORM和KONT可根据所需的轮廓形状或毛坯外形,在刀具半径补偿(G41/G42)激活时匹配刀具的逼近或回退行程。
(2)编程格式
G41/G42 NORM/KONT X...Y...Z...
…
G40 X...Y...Z...
(3)指令参数说明
NORM:激活沿直线的直接逼近或回退运行。定位刀具,使刀具和轮廓点垂直。
KONT:根据编程的拐角特性G450或G451,激活带起点或终点绕行的逼近或回退运行。
(4)使用NORM逼近或回退路径分析
1)逼近。激活NORM时,刀具直接以直线运行至补偿的起始位置,而与通过编程的运行设定的逼近角无关,并且垂直于起点上的轨迹切线,如图4-16所示。
2)回退。刀具处于与最后补偿的轨迹终点垂直的位置上,然后直接以直线运行,而与通过编程的运行设定的逼近角无关,到下一个未补偿位置,比如换刀点,如图4-17所示。
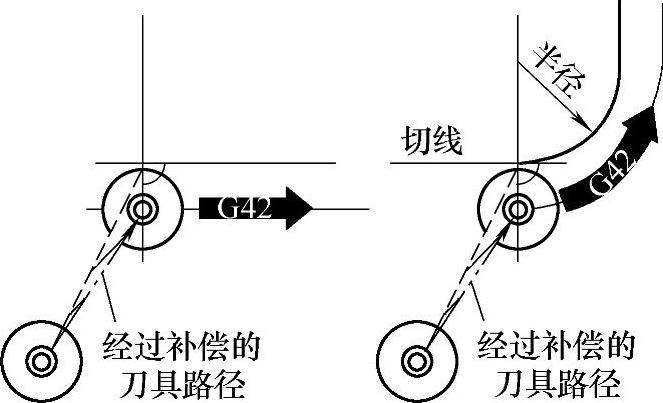
图4-16 NORM逼近路径分析
 (https://www.xing528.com)
(https://www.xing528.com)
图4-17 NORM回退路径分析
3)更改逼近或回退角度可能会引发碰撞。编辑轮廓返回和离开(NORM)指令时必须考虑到逼近或回退角的变化,以避免碰撞的发生。如图4-18所示,逼近路径中与另一个凸台外形发生碰撞干涉。
(5)使用KONT逼近或回退路径分析 逼近运行前,刀具可位于轮廓之前或之后,如图4-19所示。此时起始点的轨迹切线作为分界线。在使用KONT进行逼近或回退运行时可能会出现两种情况:
1)刀具位于轮廓之前:逼近或回退轨迹行程与NORM中相同。
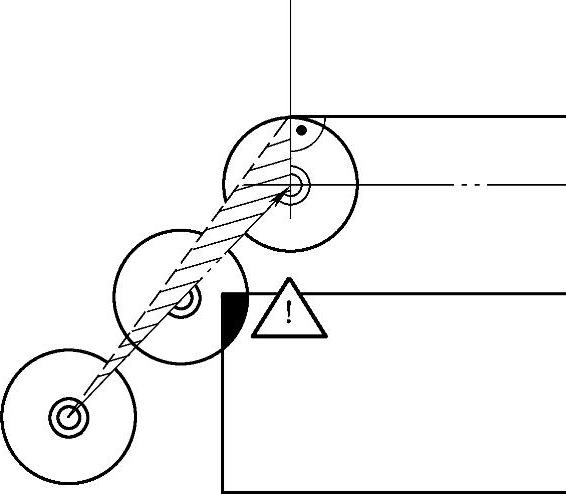
图4-18 NORM指令可能引起的干涉
2)刀具位于轮廓之后。
①逼近轨迹行程分析:根据G450(G451)的拐角特性,刀具以圆弧轨迹或者通过等距线交点绕行起点。指令G450或G451用于从当前程序段向下一程序段的过渡,都会生成如图4-20所示的逼近轨迹行程:从未补偿的逼近点引出一条直线,它与一个以刀具半径为圆弧半径的圆弧相切,圆心位于起始点。
②回退轨迹行程分析:在回退轨迹行程中,其顺序与逼近运行相反。
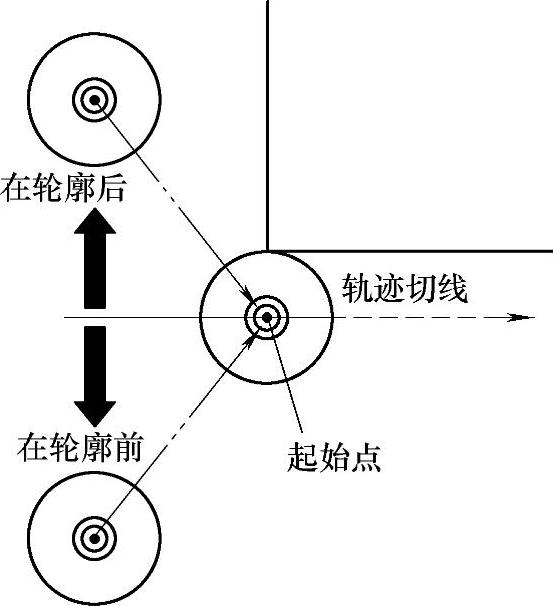
图4-19 起始点的轨迹切线示意
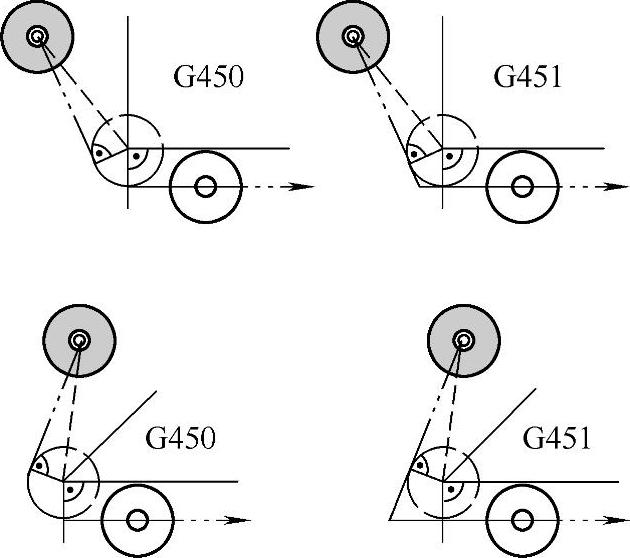
图4-20 G450和G451生成的过渡轨迹
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。