



(1)指令功能 在激活刀具半径补偿(G41/G42)时,可以使用指令G450或G451确定绕行外角时补偿后的刀具轨迹曲线,如图4-13所示。
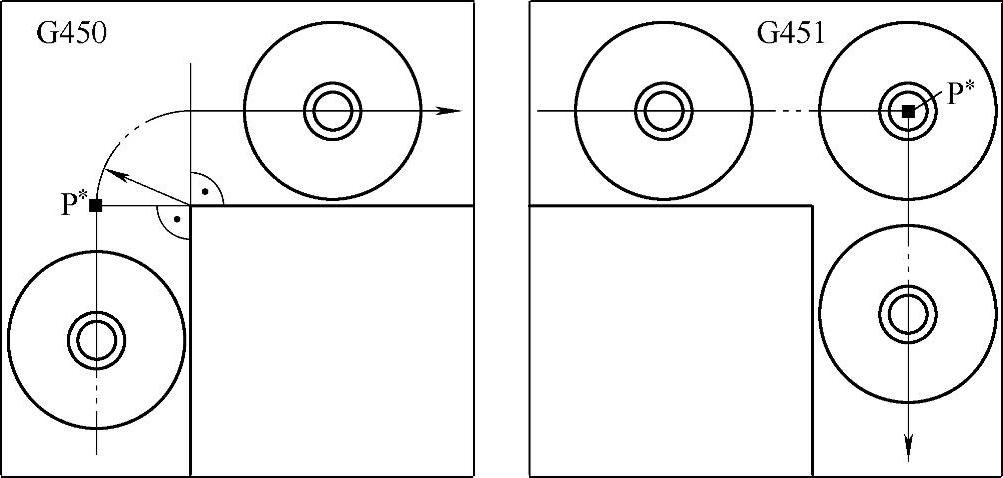
图4-13 轮廓外角补偿轨迹
采用G450编程时,等距线与编程的轮廓之间的距离等于刀具半径。在工件拐角处,刀具中心点以圆弧形状绕行,圆弧半径等于刀具半径。采用G450编程时,若使用DISC指令弯曲过渡圆弧,将生成较尖锐的轮廓角。
采用G451编程时,等距线与编程的轮廓之间的距离等于刀具半径。在工件拐角处,刀具逼近两条等距线的交点,G451仅适用于直线和圆弧。
(2)编程格式
G450[DISC=<值>]
G451
(3)指令参数说明
G450:采用G450编程时,以圆弧轨迹绕行工件拐角,模态有效。
DISC:仅在G450中灵活的圆弧轨迹编程(可选),取值范围为0,1,2,…,100。含义:0为过渡圆弧,100为等距线交点(理论值)。
G451:采用G451编程时,在工件拐角处逼近两条等距线的交点,模态有效。说明:DISC只在调用G450时生效,但也可在上一个未采用G450编程的程序段中使用。
(4)编程示例 如图4-14所示,在图中所有的外角处均添加一个过渡半径。避免在换向时刀具停止以及之后的空运行。
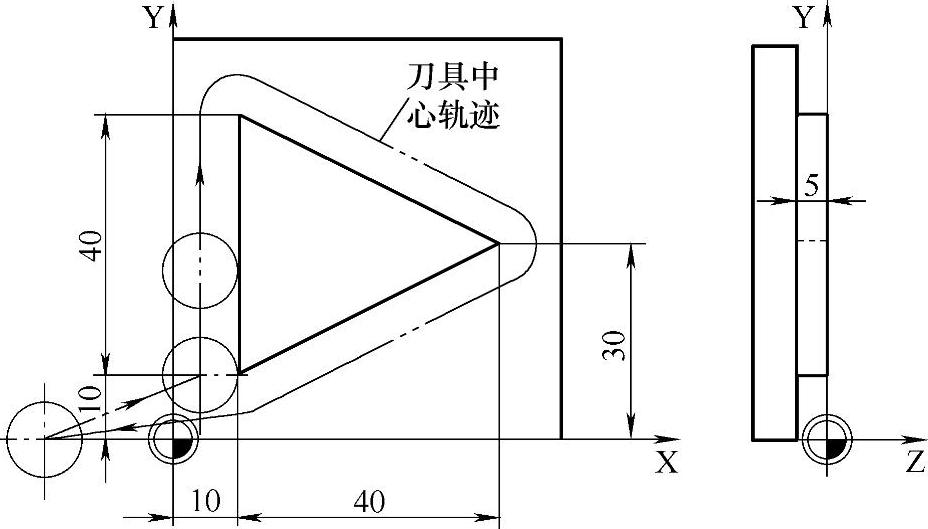
图4-14 轮廓外角补偿编程示例
程序代码 注释
N10 T="立铣刀16" M6 ;调用刀具
N20 G17 G0 G55 X-20 Y0 Z0 ;设定工艺条件(https://www.xing528.com)
N30 D1 Z3 ;快速移动至安全高度
N40 G1 Z-5 F300 ;工进进刀
N50 G41 KONT G450 X10 Y10 F500 ;逼近模式KONT,拐角特性G450
N60 Y50 ;铣削轮廓
N70 X50 Y30
N80 X10 Y10
N90 G40 X-20 Y50 ;取消补偿运行,沿过渡圆弧回退
N100 G0 Z100 ;抬刀
N110 M30 ;程序结束
(5)编程注意事项
1)在中间点P∗(见图4-13)处控制系统执行指令,例如进刀运行或使能功能。这些指令在构成拐角的两个程序段之间的程序段中设定。
2)从数据技术角度考虑,G450中的过渡圆弧DISC属于下一个运行指令。
3)如果设定的DISC值大于0,则过渡圆弧的显示会失真,可能为过渡椭圆、抛物线或双曲线,如图4-15所示。通过机床数据可以确定一个上限值,通常为DISC=50。
4)G450被激活时,在轮廓角为尖角或者轮廓角上DISC值很高时会执行退刀。轮廓拐角120°起可均匀地绕行轮廓。
5)G451被激活时,在轮廓尖角处的退刀运行可能会产生多余的刀具空运行。通过机床数据可以确定,在这些情况下自动地转换到过渡圆弧。
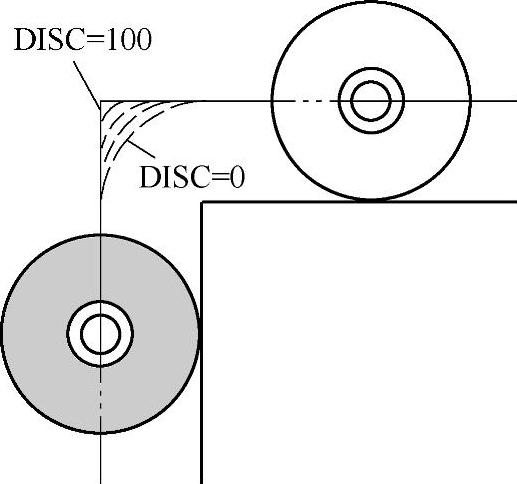
图4-15 DISC值变化对外角补偿的影响
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。