



(1)指令功能 可以用于G41、G42刀具半径补偿(TRC)指令激活时的毛坯加工余量的编程。可以在加工程序中更改OFFN地址中的数值来修改刀具中心线的位置(编程加工余量+刀具半径补偿值),确定刀具中心与零件轮廓的实际距离。比如可以生成等距的轨迹,用于半精加工。
OFFN指令使用的条件是:选中的刀具半径补偿必须有效。
(2)编程格式
G0/G1 G41/G42 X...Y...Z...OFFN=<值>
…
G40 X...Y...Z...
(3)指令参数说明
1)OFFN=:系统自动为不同刀具计算等距的刀具行程。OFFN为模态指令。
2)<值>:以毫米为单位的编程轮廓加工余量,即刀具切削刃与编程轮廓的距离。
(4)编程示例 OFFN指令设定精加工余量 在加工零件外形轮廓中,可利用设定OFFN指令将零件精加工轮廓时的刀具中心运动轨迹偏移来实现刀具切削刃相对外形轮廓表面距离的调整。OFFN值能很直观地反映出加工留量,通过修改OFFN赋值的方法加工工件到图样尺寸,无需改变刀具半径值。如图4-12所示,编写加工保留精加工余量的外形轮廓,设定精加工余量为0.5mm,凸台高度为4mm。
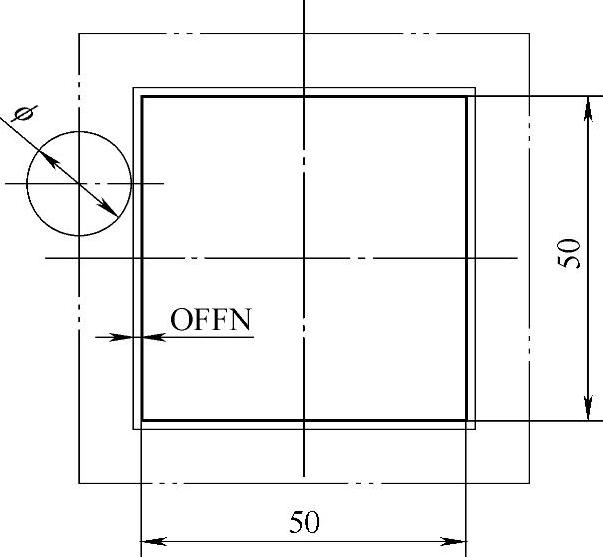
图4-12 保留0.5mm精加工余量的刀具轨迹
加工程序如下:
程序代码 注释
N10 G54 G90 G451 G0 G40 ;系统初始化指令
N20 T1 M6 ;调用指定刀具号
N30 D1 Z100 S2000 M3 ;刀具长度补偿有效,至初始高度位置(https://www.xing528.com)
N40 OFFN=0.5 ;定义精加工轮廓余量为0.5mm
N50 X-63 Y-63 ;刀具下刀点
N60 Z5 ;快速进给至安全高度
N70 G1 Z-4 F300 ;下刀深度
N80 G1 G41 X-25 ;建立刀具半径补偿
N90 Y25 F500 ;加工外形轮廓
N100 X25
N110 Y-25
N120 X-63
N130 G0 G40 Y-63 ;取消刀具半径补偿
N140 G0 Z100 ;返回初始平面
N150 M5 ;主轴停止
N160 M30 ;程序结束
(5)编程说明 上述程序完成加工后的实际轮廓尺寸为图样尺寸加上(单边)0.5mm。精加工时,只需将上述程序中N40程序段OFFN的地址所赋的值改为“0”,便可完成零件外形轮廓的精加工。
提示:每修改一次OFFN地址中的数据后,都要再一次激活刀具半径补偿功能,否则修改的数据无效。
在零件轮廓的粗、精加工中,通过改变不同的刀具半径补偿值,无需改动零件程序即可完成零件的粗、精加工。但在零件轮廓加工余量较大或加工工序划分较多时,修改系统中刀具半径地址中的刀具半径值就显得特别烦琐,而且修改的数值并不能直观地反映出零件的加工留量。从上述程序中可以看出,OFFN指令所赋的值与零件的加工余量是一一对应的,使用OFFN指令后,修改加工程序会很方便,且每次去除的轮廓尺寸数值也很直观。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。