



(1)指令功能 刀具半径补偿(TRC)激活时,数控系统自动为加工(当前)刀具计算等距的刀具行程。在计算刀具位移时,控制系统需要以下信息:
1)工作平面(G17/G18/G19)。
2)刀具号(T...)和刀沿号(D...)。
3)加工方向(G41/G42)。
在平面D编号结构中只需设定D号。通过铣刀半径或刀沿半径,以及刀沿位置可以计算刀具轨迹和工件轮廓之间的距离。由加工方向(G41/G42),控制系统判别出刀具轨迹应该运行的方向。
(2)编程格式
G0/G1 G41/G42 X...Y...Z...
...
G40 X...Y...Z...
(3)指令参数说明
G41:激活刀具半径补偿(TRC),沿着加工方向看,刀具在工件轮廓左侧。
G42:激活刀具半径补偿(TRC),沿着加工方向看,刀具在工件轮廓右侧。
G40:取消刀具半径补偿(TRC)。
在设定了G40、G41、G42的程序段中,G0或G1必须有效,并且至少必须给定所选平面的一根轴。如果在激活刀具半径补偿时仅给定了一根轴,系统则自动补充第二根轴的上次位置,并在两根轴上运行。
(4)编程示例
例1 铣削外轮廓刀具半径补偿编程尺寸,如图4-6所示。
程序代码 注释
N10T="1" M6 ;换刀
N20 G0 G17 G56 Z100 D1 ;指定加工平面
N30 G0 X-20 Y0 Z3 M3 S900 ;快速运行至安全高度,选择长度补偿
N40 Z3 ;快速进刀至安全高度
N50 G1 Z-5 F300 ;工进速度至指定深度(https://www.xing528.com)
N60 G41 X10 Y10 ;激活刀具半径补偿,刀具在轮廓左侧加工
N70 Y30 ;铣削轮廓
N80 X30 Y60
N90 X60 Y40
N100 Y10
N110 X10
N120 G0 G40 X-20 ;取消刀具半径补偿
N130 Z100 ;快速抬刀至初始位置
N140 M30 ;程序结束
(5)注意事项
1)半径补偿的等距线生成过程。半径改变和补偿运动对整个程序段有效,并且只有到达编程的终点后才能达到新的等距离。在这个直线运行中,刀具沿着起点和终点间的斜线运行,如图4-7所示。
2)补偿方向切换 。可省略取消刀具半径指令G40进行刀具半径补偿方向的切换
。可省略取消刀具半径指令G40进行刀具半径补偿方向的切换 编程。如图4-8所示图形的运行行程中,实现了补偿方向的切换。但是,在编写程序时,切换补偿方向语句程序段运行轨迹的行程应大于刀具半径,且与周围尺寸不得发生干涉。
编程。如图4-8所示图形的运行行程中,实现了补偿方向的切换。但是,在编写程序时,切换补偿方向语句程序段运行轨迹的行程应大于刀具半径,且与周围尺寸不得发生干涉。
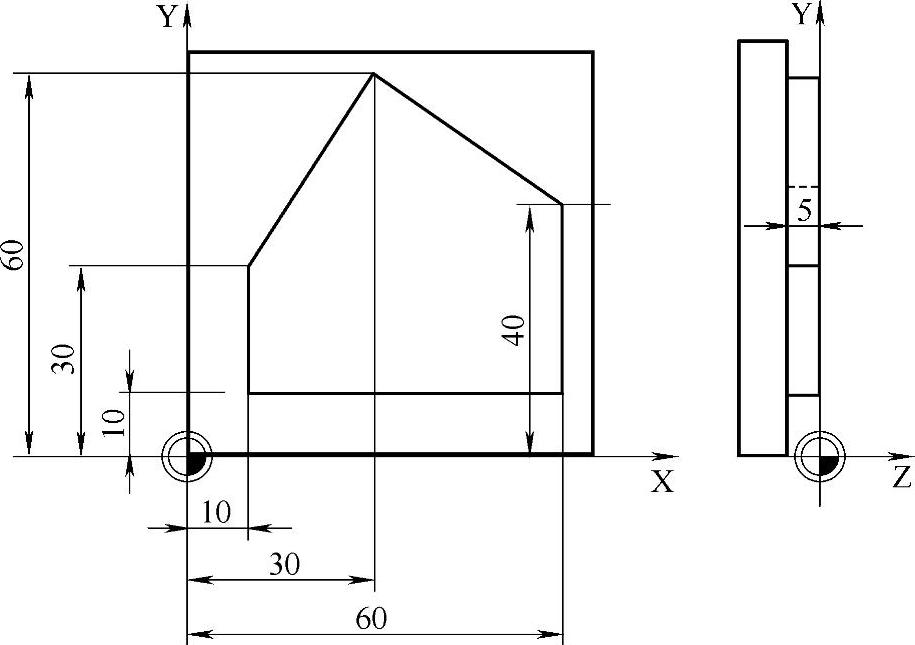
图4-6 铣削外轮廓刀具半径补偿

图4-7 半径补偿的等距线生成过程
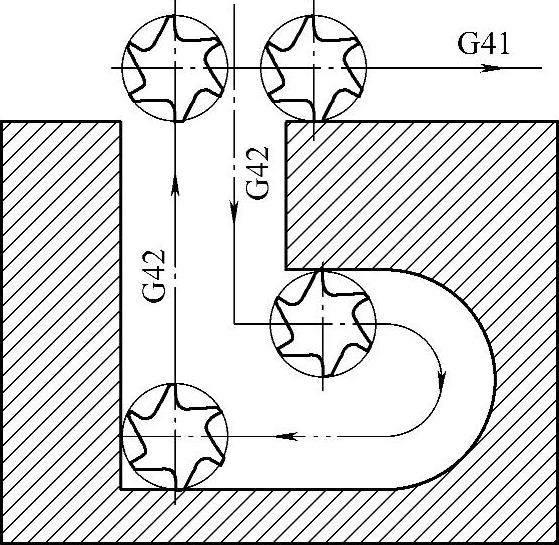
图4-8 补偿方向切换
3)工作平面更换。G41或G42被激活时,无法切换工作平面(G17、G18、G19)。
4)刀具补偿数据组切换(D...)。可通过系统变量对刀具半径进行修改,修改值只有在重新运行编程T指令或D指令之后的程序段中才生效。可在补偿运行中切换刀具补偿数据组。但要从新的D号所在的程序段开始(激活),切换的刀具半径数值才生效。
5)补偿运行仅可通过一定数量的连续、补偿平面中不包含运行指令、行程的程序段或M指令中断。行程为零的程序段同样视为中断补偿运行。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。