



刀具补偿功能最直接的体现在根据加工图样可以直接设定工件尺寸。在编程时,无须考虑如铣刀直径以及刀具长度等刀具参数。而在加工现场将刀具参数输入到系统的刀具补偿存储器中。
在加工工件时控制刀具的位置行程(取决于刀具的几何参数),使其能够加工出编程的轮廓。必须将刀具参数记录到控制系统的刀具补偿存储器中,使控制系统能够对刀具进行计算。在程序加工过程中,控制系统从刀具补偿存储器中调用刀具补偿参数,再根据相应的刀具修正不同的刀具轨迹。
刀具补偿功能的实现与控制方式在NC编程中占有很大的比重,许多指令的运行均在刀具补偿的实施下进行,或者以刀具补偿为依托。这点请编程人员务必注意。
刀具补偿类型分为刀具长度补偿和刀具半径补偿。
刀具补偿方式分为以下几种:
1)调用D指令编程方式。
2)可编程的加工余量方式。
3)可编程的刀具补偿偏移指令。
4)刀具轨迹合理优化方式。
(1)刀具长度补偿 在数控铣床/加工中心机床上,当使用的刀具磨损或更换时,实际预设刀具基准点不在原始加工的编程位置,必须在刀具轴向进给中,通过伸长或缩短一个偏置值的办法来补偿轴向长度尺寸的变化,从而保证刀轴方向零件深度尺寸达到设计要求。对于多刀参与加工的情况下,使用刀具长度补偿可以消除不同刀具之间的长度差别。
刀具的长度是指刀架基准点F与刀尖之间的距离,刀具长度的设定值可以控制同一刀具所加工的深度尺寸值,也可以通过刀具磨耗值来控制同一刀具所加工的深度尺寸值,如图4-1所示。如果以标准刀具的刀位点(刀尖)对刀的话,其长度补偿为被测刀具与标准刀具的位移差。

图4-1 刀具长度的设定值
(2)刀具长度与工件轴向零点的关系 在实践中,编程人员发现“刀具长度与工件轴向零点的设置上是相辅相成的关系”。因此,在已设定刀具长度的情况下才能准确定义工件轴向零点;在工件轴向零点已确定情况下,可以测量有效的刀具长度。
1)刀具长度参数对实际加工效果的影响。刀具长度参数包含两方面参数:刀具长度值,刀具长度磨耗值。通过对刀具长度的改变可以有效地控制零件轴向的加工尺寸。
如图4-2中所示,H为实际测得的刀具长度,在加工工件中不改变刀具长度值,在理论上轴向加工尺寸会符合程序的轴向设定值;如果刀具的实际设定值改为H+h,则实际加工时的轴向加工深度比程序指定的加工深度要少,其数值为h。(https://www.xing528.com)
如达到同样的效果,也可将h的设定值定位在刀具表中的磨耗值来设定。
2)工件轴向零点调整对实际加工效果的影响。在实际加工中如采用多把刀加工,当工件零点与刀具长度设定后,通过改变工件轴向零点的数值可以影响整体工件的轴向加工尺寸。如图4-3所示,不管是在一把刀具的加工状态下,还是多把刀具的加工状态下,将实际的轴向工件零点向正向增加z值,则将改变整体的零件轴向加工尺寸,也就是说,所有参与加工的刀具设定参数都会改变实际加工深度。
(3)刀具半径补偿 零件轮廓和刀具路径并不在同一位置上。铣刀或者刀沿中心点必须在一条与零件轮廓等距的轨迹上运行。为此,控制系统需要使用刀具补偿存储器中的刀具类型(半径)数据。进行程序加工时,编程的刀具中心点轨迹取决于半径和加工方向,移动时要使刀沿精确地沿着所需的轮廓运行。
在零件加工过程中采用刀具半径补偿功能,可大大简化编程的工作量。具体体现在以下三个方面:
1)实现根据编程轨迹对刀具中心轨迹的控制。可避免在加工中由于刀具半径的变化,如由于刀具损坏而换刀等原因而重新编程的麻烦。
2)刀具半径误差补偿,由于刀具的磨损或因换刀引起的刀具半径的变化,也不必重新编程,只需修改相应的刀具表参数即可。
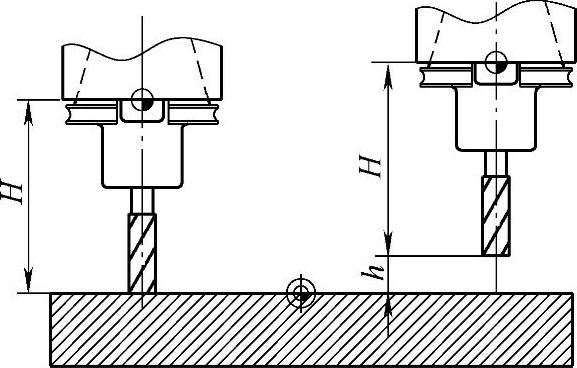
图4-2 刀具长度参数对实际加工效果的影响

图4-3 工件轴向零点调整对实际加工效果的影响
3)减少粗、精加工程序编制的工作量。由于轮廓加工往往不是一道工序能完成的,在粗加工时,要为精加工工序预留加工余量。加工余量的预留可通过修改刀具表参数实现,而不必为粗、精加工各编制一个程序。可以看成是在对一把“虚拟”的刀具进行编程。
如图4-4所示,刀具半径可以灵活地控制零件轮廓的加工尺寸。如图4-4a所示为正常刀具半径指定值;如图4-4b所示,加工效果通常为粗加工时指定的刀具半径,此时可看成一把大于正常刀具半径的“虚拟刀具”在加工,r为预留精加工余量,R+r为刀具半径设定值;如图4-4c所示,通常在刀具加工一段时间后,会产生磨损,按照原来的刀具半径值不能达到零件尺寸要求,r为实际的刀具磨损量,R-r为实际的刀具半径指定值。

图4-4 刀具半径补偿功能的主要用途
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。