



用MIRROR/AMIRROR功能可以将工件的几何形状尺寸以指定坐标轴镜像。使用镜像功能之后,会建立一个当前坐标系,新输入的尺寸均是在当前坐标系中的数据尺寸。
编程了镜像功能的坐标轴,所有运动都以反向运行;使用镜像功能后,已经使用的刀具半径补偿指令和圆弧切削指令自动反向,即G41/G42变为G42/G41;G2/G3变为G3/G2。
(1)编程指令格式
MIRROR X0(Y0、Z0) ;坐标轴镜像指令,在独立的程序段内编程
AMIRROR X0(Y0、Z0) ;增量镜像指令(附加坐标轴镜像指令),在独立的程序段内编程
MIRROR ;取消镜像功能,删除以前所有激活的FNAME指令
(2)指令参数说明
MIRROR为参照G54~G59设定的当前坐标系的绝对镜像。
AMIRROR为参数当前有效的设置或编程的坐标系的补充镜像。
X0或Y0或Z0用该坐标轴的值为零分别指定为镜像轴。
(3)编程示例 编程示例如图3-46所示。采用镜像功能指令编写凸台轮廓形状的加工程序,凸台加工高度2mm。以图形中第一象限的凸台形状为基础,进行第二象限及第三象限的凸台轮廓形状加工。
加工程序ABC如下:
N10 G64 CFC ;设定连续加工方式
N20 G90 T1 D1 G0 G54 Z50 ;技术定义值
N30 S1000 M3 ;设定主轴转速
……
N50 L12 ;调用子程序
N60 MIRROR X0 ;X轴镜像,在第一象限加工
N70 L12 ;调用子程序
N80 MIRROR X0 Y0 ;X、Y轴镜像(关于原点镜像)
或AMIRROR Y0 ;在X轴镜像基础上附加Y轴镜像
N90 L12 ;调用子程序(https://www.xing528.com)
N100 MIRROR ;取消镜像功能
……
N150 M30 ;主程序结束
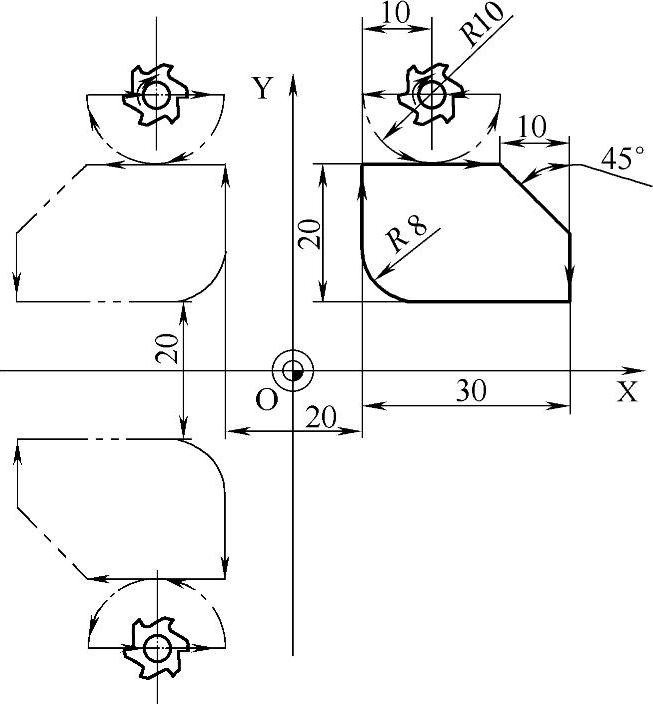
图3-46 镜像功能指令
L12.SPF ;子程序名
N10 G0 X20 Y40
N20 Z2
N30 G1 Z-2 F200
N40 G41 G1 X=IC(-10) ;建立刀具左补偿
N50 G3 X20 Y=IC(-10)CR=10 ;沿切向切入工件
N60 G1 X=IC(20)CHR=10
N70 Y10
N80 X10 RND=8
N90 Y30
N100 X20
N110 G3 X30 Y40 CR=10 ;沿切向切出工件
N120 G40 G1 X20 ;取消刀具半径补偿
N130 G0 Z50
N120 M17 ;子程序结束
编程说明:加工程序采用刀具半径左补偿形式,在进行沿X轴镜像后,其加工刀具补偿形式变为右补偿形式。所以在进行零件加工时,由于采用不同的刀具半径补偿形式,其加工的实际效果会有微小差异。在应用镜像功能指令时应考虑刀具半径补偿方式对加工精度影响的问题。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。