



(1)指令功能 当从一个中心点出发,为工件或者零件确定尺寸时,以及当使用角度和半径说明尺寸时(如图3-19所示钻孔),使用极坐标的运行指令就非常有用。
(2)编程格式及参数说明 本部分内容参见3.4.4节。
垂直于工作平面的第3根几何轴(圆柱坐标位置)也可以用直角坐标表示(见图3-20)。这样可以在圆柱坐标中给空间参数编程。
(3)编程格式 G17 G1 AP...RP...Z...F...
(4)编程示例 按图3-21所示制作一个钻孔图样。钻孔的位置用极坐标来说明。每次钻孔以相同的流程加工:预钻孔、按尺寸钻孔、铰孔……。加工顺序及工艺参数编写在子程序中。
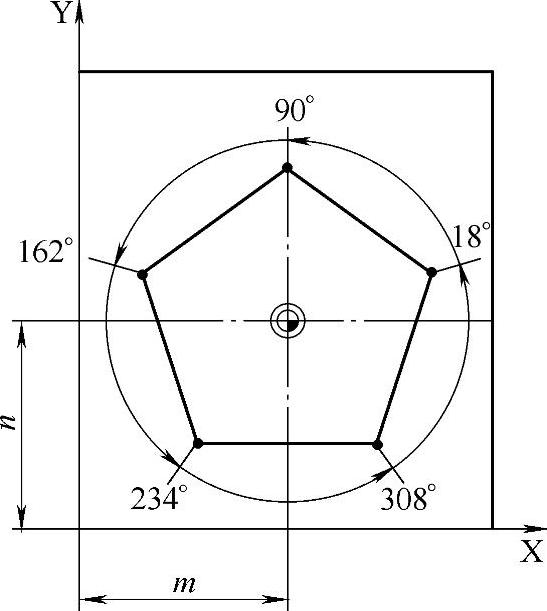
图3-19 极坐标钻孔
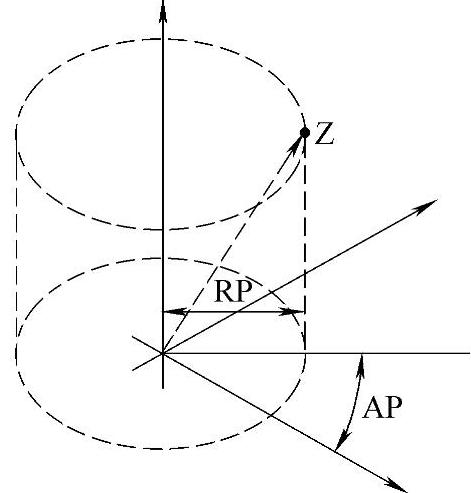
图3-20 极坐标表达圆柱坐标位置
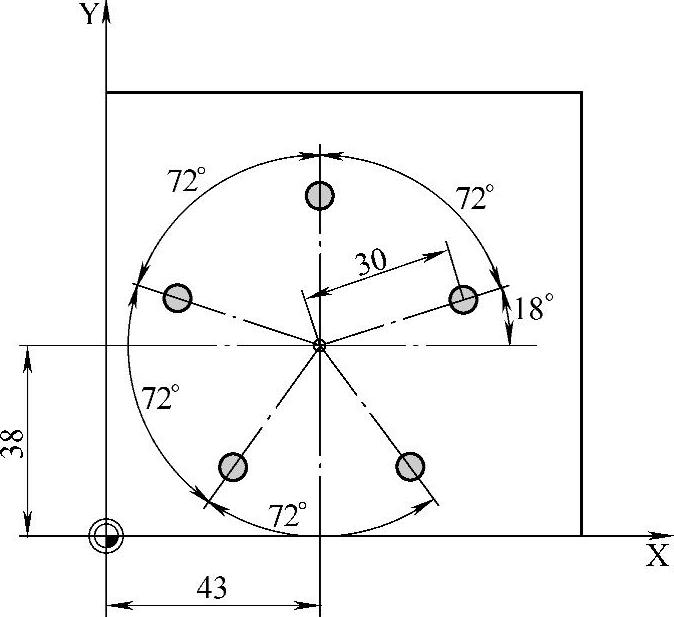
图3-21 极坐标形式标注孔位尺寸
程序代码 注释
N10 G17 G54 ;工作平面X/Y,工件零点
N20 G0 Z100 ;初始高度位置
N30 G111 X43 Y38 ;确定极点(https://www.xing528.com)
N40 G0 RP=30 AP=18 Z5 ;逼近起点,以圆柱坐标指定
N50 L10 ;调用子程序
N60 G91 AP=72 ;快速逼近下一个位置,以增量尺寸设定极角,程序段N30中得到的极半径仍被保存,不需要设定
N70 L10 ;调用子程序
N80 AP=IC(72) ;以增量尺寸设定极角
N90 L10 ;调用子程序
N100 AP=IC(72) ;以增量尺寸设定极角
N110 L10 ;调用子程序
N120 AP=IC(72) ;以增量尺寸设定极角
N130 L10 ;调用子程序
N140 G0 Z100 ;抬刀至初始高度
N150 X300 Y200 ;运行至装卸工件的位置
N160 M30 ;程序结束
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。