



在定义工件位置时,可以使用极坐标来代替直角坐标。如果一个工件或者工件中的一部分是用以到一个固定点(极点)的极径和极角标注尺寸,往往要使用极坐标指令。这种方法就非常方便,标注尺寸的原点就是“极点”。
(1)指令功能 极坐标由极坐标半径和极坐标角度共同组成。极坐标半径指极点与位置之间的距离。
极坐标角度指极坐标半径与工作平面水平轴之间的角度。
极坐标编程的极点定义:标注尺寸的原点即是极点。极点位置可以使用直角坐标或极坐标定义。极坐标取决于使用G110~G112所确定的极点,并在使用G17~G19所选定的工作平面中有效。绝对尺寸和相对尺寸都不会对极点位置产生影响。
如果零件图样中标注尺寸有角度数据,使用极坐标编程会比较方便。
(2)编程格式
G110/G111/G112X...Y...Z... ;极点定义的直角坐标形式
G110/G111/G112RP=...AP=...;极点定义的极坐标形式
其中:G110... ;极点定义,使后续的极坐标都以最后一次返回的位置为基准。
G111... ;极点定义,使后续的极坐标都以当前工件坐标系的零点为基准。
G112... ;极点定义,使后续的极坐标都以最后一个有效的极点为基准。
(3)指令参数说明
X...Y...Z... :直角坐标系中指定的极点。
RP=...AP=... :极坐标系中指定的极点。
RP=... :极径(极距)表示极点与目标点之间的距离,模态有效。
AP=... :极角。即极半径与工作平面水平轴(如G17平面的X轴)之间的夹角。旋转的正方向是沿逆时针方向运动。取值范围:±0°~359.999°,模态有效。
AP=AC(...) ;绝对方式。
AP=IC(...) ;增量方式,采用增量尺寸时,最后一个编程角度是基准。系统将保存极角,直到定义了一个新的极点或者更换了工作平面,如图3-13所示。
(4)编程中的注意事项
1)在有极坐标终点位置的NC程序段中,不能对选出的工作平面编程直角坐标,如插补参数或轴地址等。(https://www.xing528.com)
2)若未定义极点,会自动将当前工件坐标系的零点视为极点。定义过的极点会一直保存到程序结束。
3)可以在NC程序中逐段地在极坐标尺寸和直角尺寸之间进行切换。通过使用直角坐标名称(X...Y...Z...)可以直接返回直角坐标系中。
4)极半径由在极平面上的起点矢量和当前的极点矢量之间的距离计算得出的。计算出的极半径模态有效。这与所选定的极点定义(G110~G112)无关。如果这两点的编程是一致的,则极半径为0,并且产生14095报警。
5)如果在当前程序段包含一个极角AP而没有极半径RP,而当前位置和工件坐标系的极点之间有间距时,该间距将作为极半径来使用,并且模态生效。如果间距为0,需再次规定极点坐标,模态生效的极半径保持为零。
(5)编程示例
如图3-14所示为极坐标形式的点位置轨迹,XY平面中的2个位置点,标注了极径(RP=)和极点与角度参照轴(X轴)的夹角(AP=)。在以极点为原点的极坐标系中的位置数据如下:
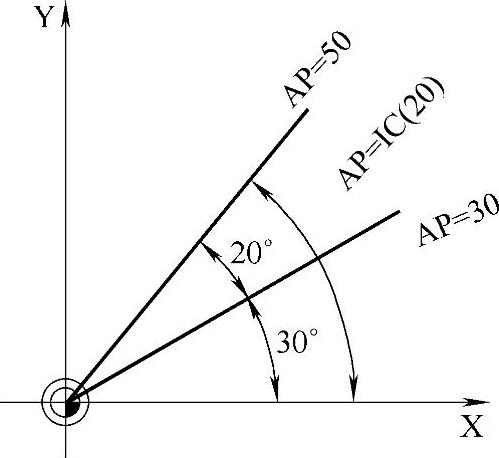
图3-13 极坐标中增量角度表达

图3-14 极坐标形式的点位置轨迹
点P1和P2可以极点为基准,用下列方式定义:
位置 极坐标数据 字符表达
P1 RP=100 AP=30 RP:极半径
P2 RP=60 AP=75 AP:极坐标角度
在工件坐标系中分别表示极点到位置点的插补轨迹的程序如下:
①G111 X15 Y20
G1 G110 RP=100 AP=30 ;极点至点P1轨迹
②G111 X15 Y20
G1 G112 RP=60 AP=75 ;极点至点P2轨迹
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。