



(1)指令功能 通过可设定的零点偏移(G54~G59和G507~G599),可以在所有轴上依据基准坐标系的零点设置工件零点,如图3-8所示。这样可以通过G指令在不同的程序之间调用零点,例如用于不同的夹具。
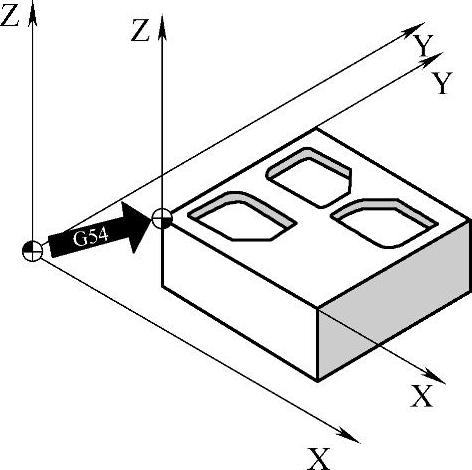
图3-8 建立工件坐标系G54
(2)编程格式与参数说明
1)激活可设定的零点偏移。
G54 ;调用第1个可设定的零点偏移。
…
G59 ;调用第6个可设定的零点偏移。
G507 ;调用第7个可设定的零点偏移。
…
G599 ;调用第99个可设定的零点偏移(SINUMERIK 828D BASIC系统只支持到G549)。
2)关闭可设定的零点偏移。
G500 ;关闭当前可设定的零点偏移直至下一次调用,并激活第1个可设定的零点偏移($P_UIFR[0]),激活整体基准框架($P_ACTBFRAME)或将可能修改过的基准框架激活。
G53;取消逐段生效的可设定零点偏移和可编程零点偏移。
G153;作用和G53一样,此外它还取消整体基准框架。
SUPA;作用和G153一样,此外它还取消手轮偏移(DRF)、叠加运动、外部零点偏移、预设定偏移。
程序开始时的初始设置,例如G54或G500,可以通过机床数据进行设定。
利用6个供使用的零点偏移(例如在多重加工中)可以同时指定6个工件装夹方式并调用程序。(https://www.xing528.com)
对于其他可设定的零点偏移,可以使用指令编号G507~G599。因此除了6个预先设定的零点偏移G54~G59外,还可以通过机床数据在零点存储器中编制总共100个零点偏移。
(3)编程示例 在NC程序中,通过调用G54~G596个指令中的一个,可以把零点从基准坐标系转换到工件坐标系。在后续编程的NC程序段中,所有位置尺寸和刀具运动均以现在有效的工件零点为基准。
例如,有三个工件,放在托盘上并与零点偏移值G54~G56相对应,需要按顺序对其进行加工。加工顺序在子程序L47中编程,如图3-9所示。
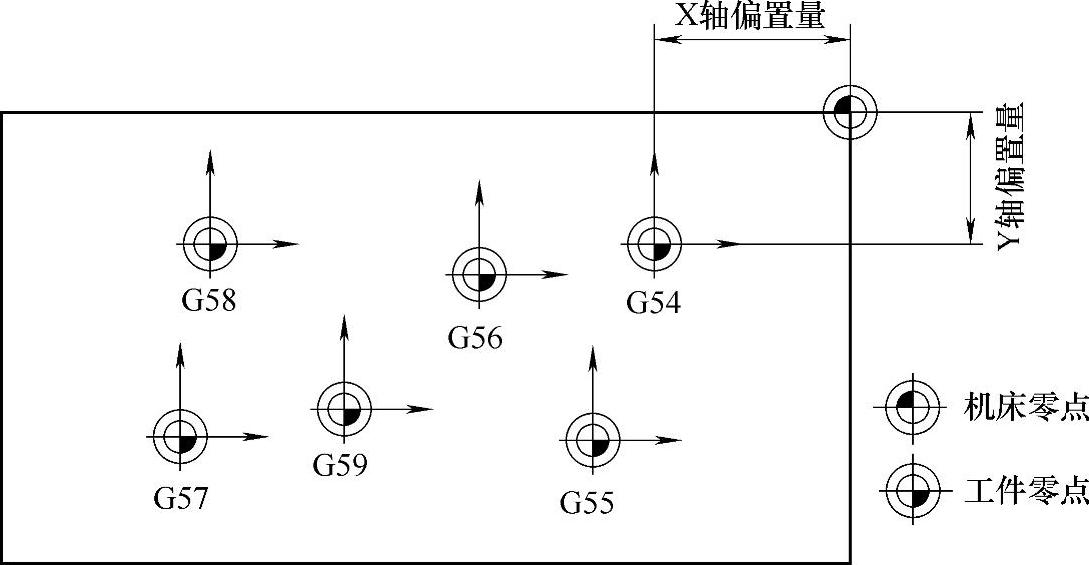
图3-9 三个工件的零点偏置
程序代码 注释
N10 T1 M6 ;调刀
N10 G54 G0 G90 X10 Y10 ;调用第一个零点偏移,快速定位(进刀)
N20 S1000 M3 F500 ;主轴右旋,给定进给率
N30 L47 ;调用子程序运行
N40 G55 G0 Z200 ;调用第二个零点偏移,刀具在障碍物之上
N50 L47 ;调用子程序运行
N60 G56 ;调用第三个零点偏移
N70 L47 ;调用子程序运行
N80 G53 X200 Y300 M30 ;取消零点偏移
N90 M30 ;程序结束
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。