



(1)手动测量工件的步骤 依次按 ,如图2-15所示。
,如图2-15所示。
(2)测量工件的方式 测量工件的方式有以下几种:
1) 边对齐(标准功能)。
边对齐(标准功能)。
2) 2个边沿的间距。
2个边沿的间距。
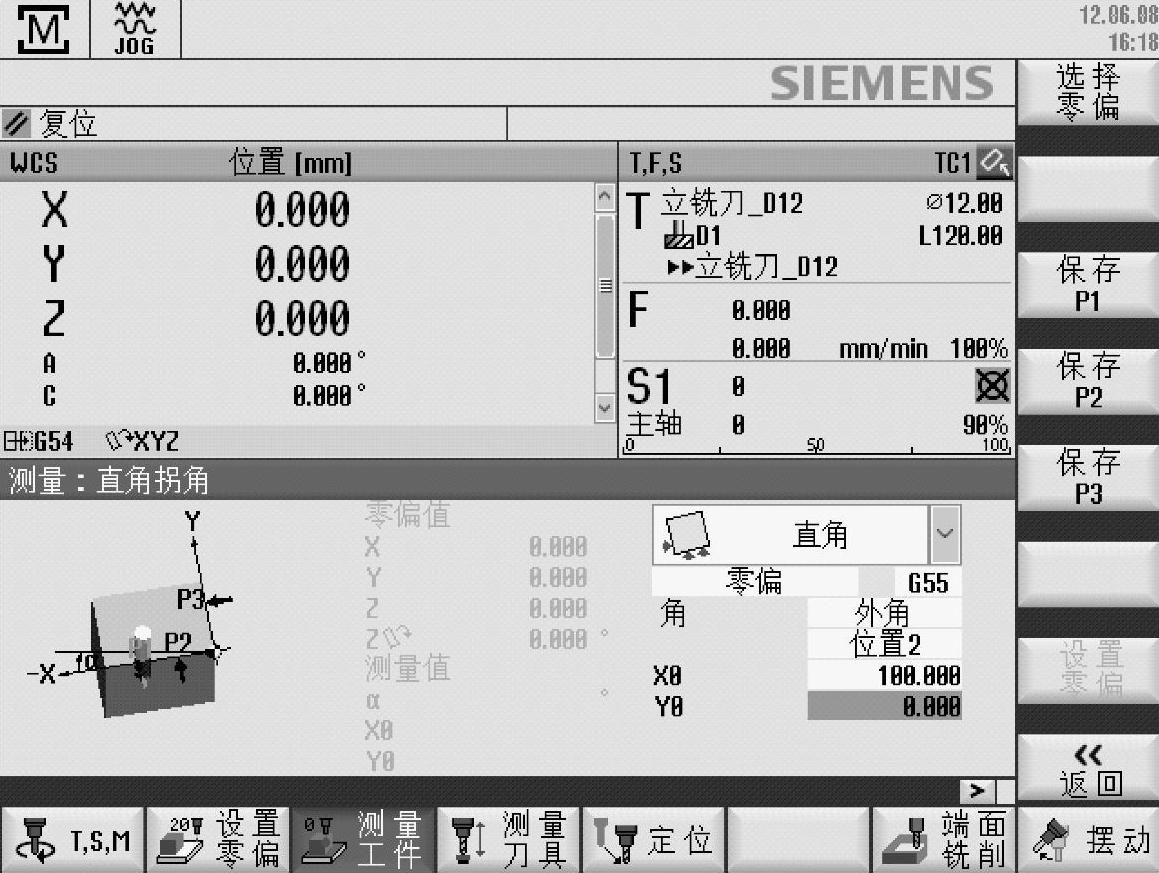
图2-15 手动测量工件
3) 直角(标准功能)。
直角(标准功能)。
4) 任意角。
任意角。
5) 矩形腔。
矩形腔。
6) 1个孔(标准功能)。
1个孔(标准功能)。
7) 2个孔。
2个孔。
8) 3个孔。
3个孔。
9) 4个孔。
4个孔。
10) 矩形凸台(标准功能)。
矩形凸台(标准功能)。
11) 1个圆形凸台(标准功能)。
1个圆形凸台(标准功能)。
12) 2个圆形凸台。
2个圆形凸台。
13) 3个圆形凸台。
3个圆形凸台。
14) 4个圆形凸台。
4个圆形凸台。
15) 平面对齐。
平面对齐。
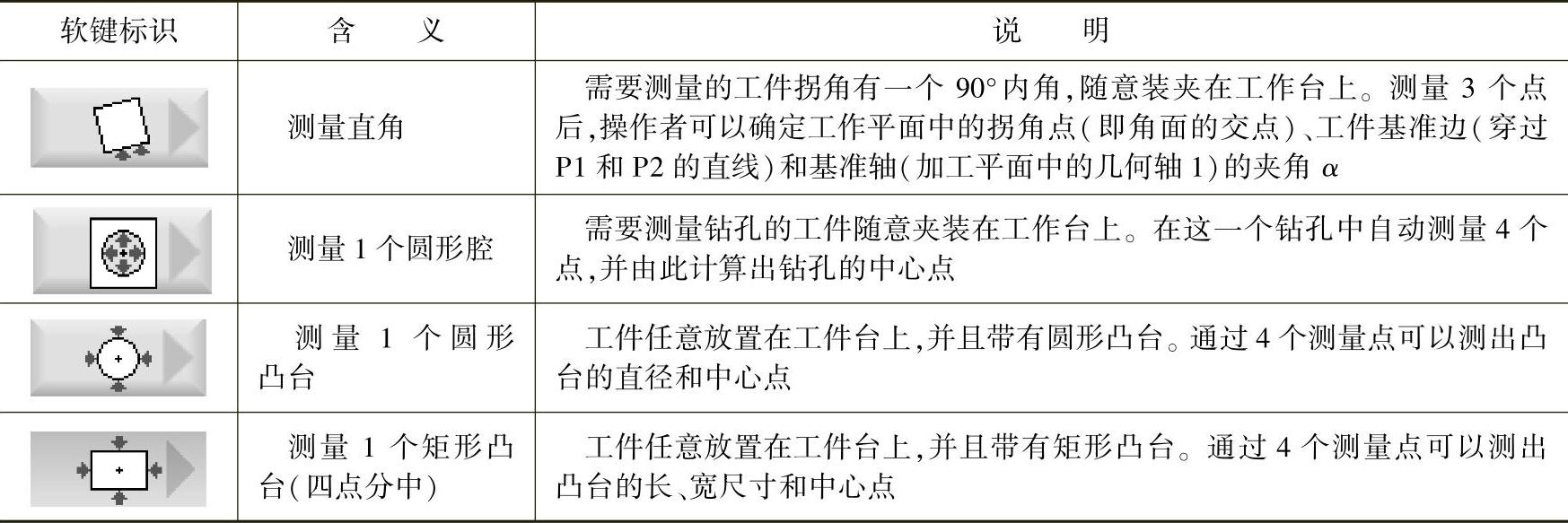
以手动方式将刀具逼近工件,利用已知半径与长度的寻边器、测量块或指针测量仪,或任意已知半径与长度的参考刀具。用于测量的参考刀具不允许为3D测头。常用的测量位置方式及其说明见表2-4。
表2-4 常用的测量位置方式及其说明

(续)
 (https://www.xing528.com)
(https://www.xing528.com)
说明:手动测量工件零点时,将任意刀具插入主轴中进行对刀;自动测量工件零点时,将电子工件测头插入主轴中,并激活测头。
(3)边对齐测量方式 边对齐(校准边沿)的操作步骤如下:
1)更换参考刀具或寻边器到主轴。
2)依次按 →
→ →
→ →
→ ,如图2-16所示。
,如图2-16所示。
3)选择测量值处理方式:按软键〖仅测量〗或〖零偏〗保存到指定零偏(如G54)。
4)按软键〖选择零偏〗进入零偏列表,移动光标选择指定的零点偏移,然后按软键〖选择零偏〗重新返回到测量窗口。
5)在测量轴中选择需要的轴以及测量方向(+或-)。
6)输入工件边沿与基准轴之间的设定角α。
7)手动移动刀具到工件边沿测量位置1,按软键〖保存P1〗。
8)手动移动刀具到工件边沿测量位置2,按软键〖保存P2〗。
9)按软键〖设置零偏〗,计算后显示工件边沿与基准轴的夹角α,并激活相应零偏及旋转角度。
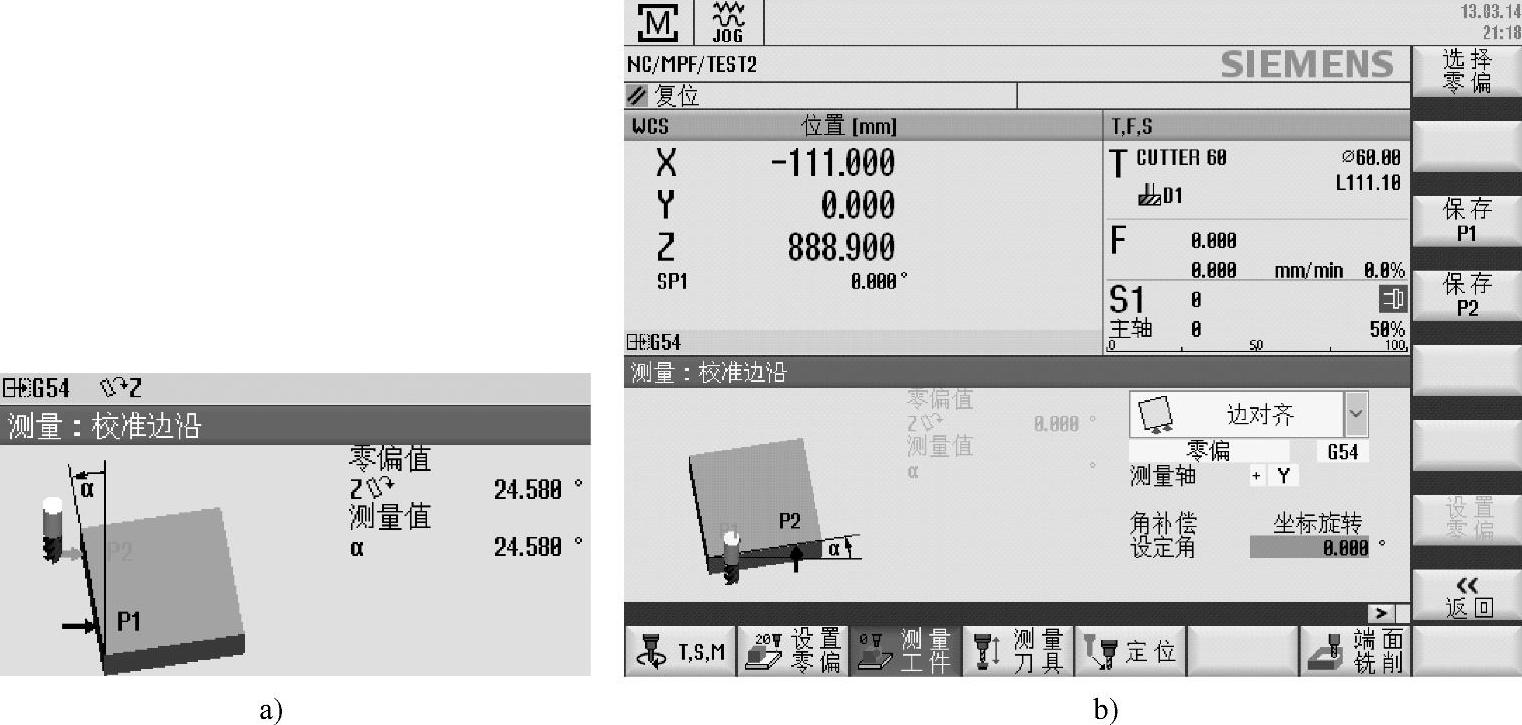
图2-16 测量工件
a)校准边沿 b)边对齐
(4)设置工件零点 可以选择手动方式或自动方式测量工件零点。手动测量可以采用“设置边”方式。设置边的操作步骤如下:
1)更换参考刀具或寻边器到主轴。
2)依次按 →
→ →
→ →
→ 。
。
3)选择测量轴(如Z轴): 、
、 或
或 。
。
4)选择测量值的处理方式:按软键〖仅测量〗或〖零偏〗保存到指定零偏(如G54)。
5)输入工件上平面位置在G54坐标系的设定值,如Z0=0。
6)手动移动刀具到工件上平面位置,按软键〖设置零偏〗,系统自动计算后将当前Z轴位置的偏置值输入到G54坐标系中,并显示工件测量轴的边沿测量值,同时当前激活的G54坐标系,Z轴位置显示变为0.000,如图2-17所示。
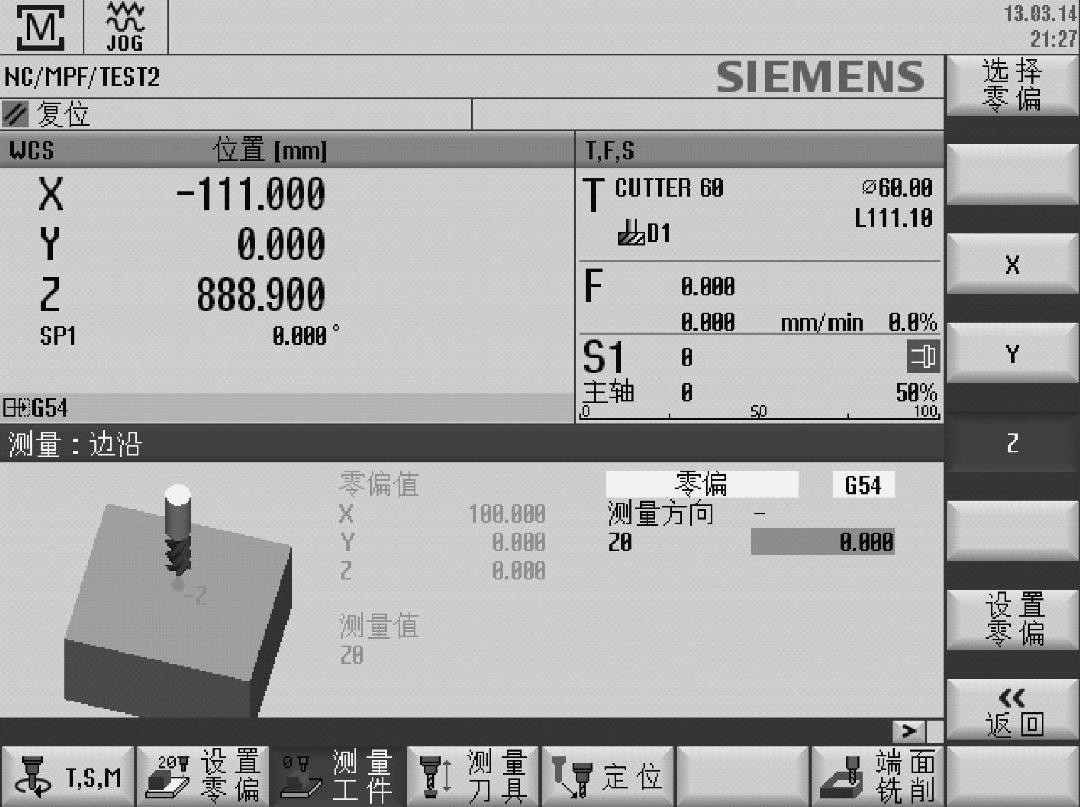
图2-17 设置工件零点
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。