



在手动方式按软键〖T,S,M〗,在弹出T,S,M界面(见图2-9)中,通过选择或输入参数即可轻松完成加工准备工作。例如进行刀具更换、主轴旋转、激活工件坐标系等。
现将T,S,M窗口中的输入栏或选择项目的内容说明如下:
1)T:用于输入刀具名称或刀位号。也可以按软键〖选择刀具〗从刀具表中选择刀具。
2)D:用于输入所选刀具的刀沿号(1~9)。
3)主轴:用于输入主轴的转速。
4)齿轮挡:用于确定齿轮级(AUTO,I~V)。
5)主轴M功能:用于选择主轴的旋转方向,顺时针转动为M3,逆时针转动为M4。
6)其他M功能:用于输入其他机床控制功能,如切削液的控制开、关。
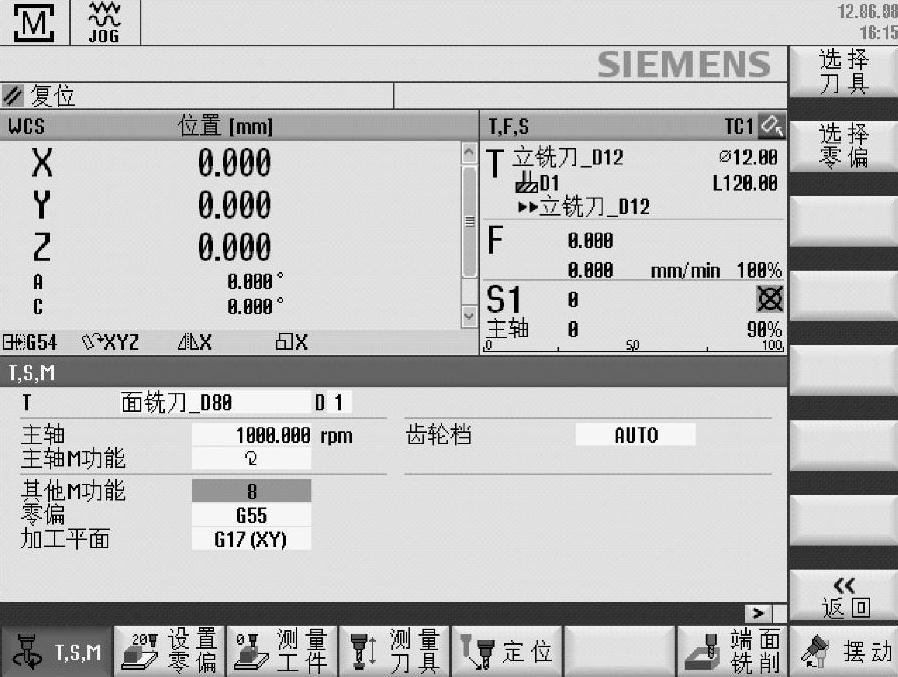
图2-9 JOG操作方式下的T,S,M界面
7)零偏:零点偏移基准(G54~G59)的选择。可以按软键〖选择零偏〗从可调零点偏移列表中选择编程的零点偏移编号。
8)加工平面:选择加工平面G17(XY)、G18(ZX)、G19(YZ)。
9)计量单位:尺寸单位选择in或mm,此处所作的设置会影响到编程(通过机床数据MD52210 BIT0=0显示)。(https://www.xing528.com)
可以在手动方式下通过输入刀具名称或位置编号选择刀具,也可以按软键〖选择刀具〗进入刀具表中直接选择已经输入的刀具。如果输入一个数字,会先搜索名称,然后再搜索位置编号。例如输入“5”并且不存在以“5”为名称的刀具,则就会选择位置编号为“5”的刀具。使用调用刀具位置编号方式,也可以将刀库中的空闲位置转到加工位置,便于安装新刀具。
更换刀具的操作步骤如下:
1)选择加工区。
2)选择“JOG”运行方式。
3)按软键〖T,S,M〗。
4)直接输入刀具的名称或刀位号。或者按软键〖选择刀具〗打开刀具列表,移动光标键▲、▼定位至所需刀具,如图2-10所示。
5)按软键〖选定刀具〗,该刀具名称将自动输入在T,S,M窗口中的刀具参数“T”一栏中,如。
6)选择刀沿D或直接在“D”栏中输入编号。
7)按下【循环启动】键,执行换刀操作。
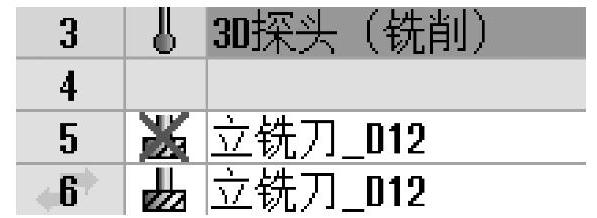
图2-10 选择刀具
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。