



SINUMERIK 828D数控系统显示屏幕按照区域划分的方式,将数控程序指令、运行参数或报警信息等内容呈现给操作者,如图2-8所示。
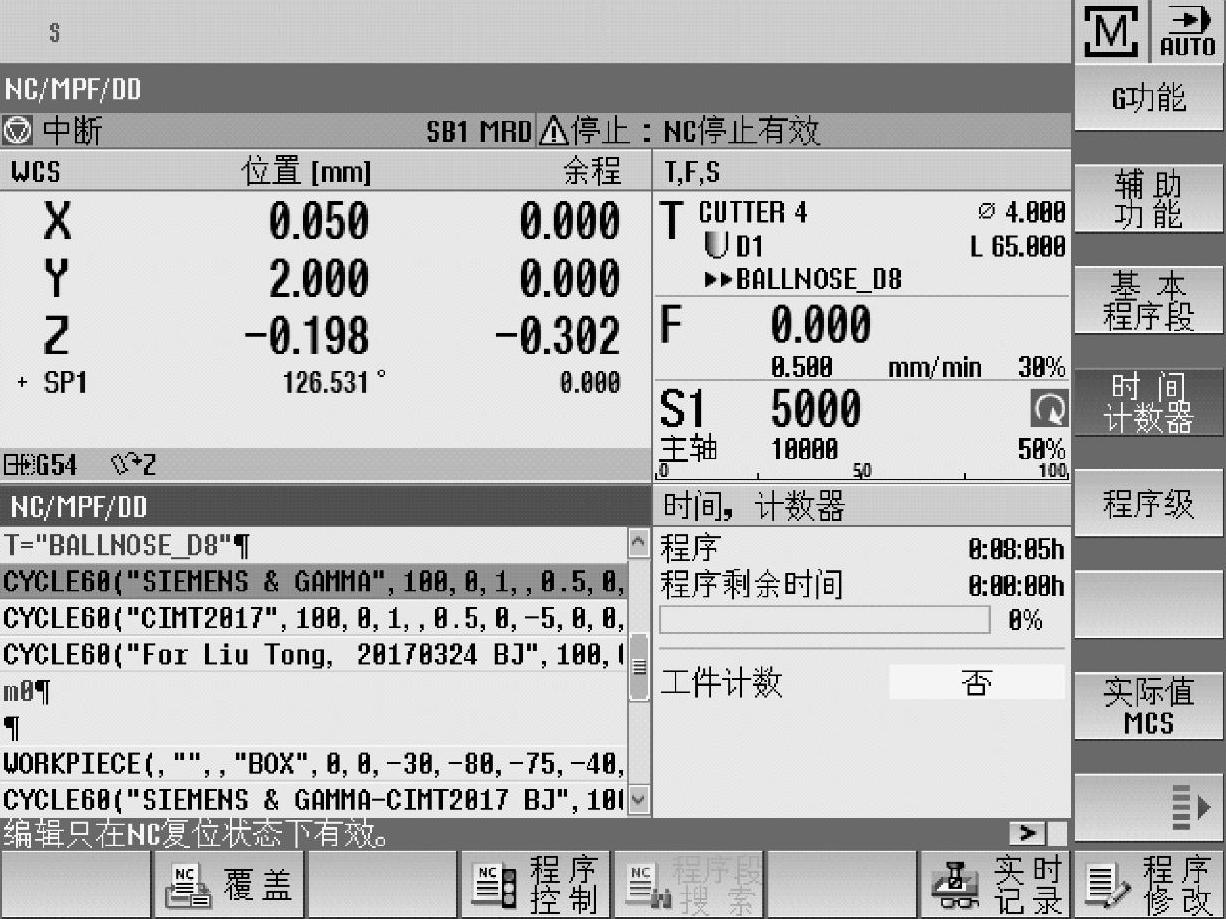
图2-8 屏幕界面信息区域划分
现将各分区的功能说明如下:
(1)有效操作区域和操作模式
1)操作区域包括:加工 、参数
、参数 、程序
、程序 、程序管理器
、程序管理器 、诊断
、诊断 、调试
、调试 。
。
2)操作模式包括: 、
、 、
、 、
、 、
、 、
、 。
。
(2)报警或信息行
1)NC或PLC信息: 。信息编号和文本都以黑色字体显示。箭头表示存在多个有效的信息。
。信息编号和文本都以黑色字体显示。箭头表示存在多个有效的信息。
2)报警显示: ,会在红色背景下以白色字体显示报警编号“8080”;相应的报警文本“已经设置了7个选项,并且没有输入许可证密码”则以红色字体显示;箭头“↓”表示存在多个有效的报警;确认符号“
,会在红色背景下以白色字体显示报警编号“8080”;相应的报警文本“已经设置了7个选项,并且没有输入许可证密码”则以红色字体显示;箭头“↓”表示存在多个有效的报警;确认符号“ ”表示可以确认报警或者删除报警。
”表示可以确认报警或者删除报警。
3)来自NC程序的信息 没有编号,以绿色字体显示。
没有编号,以绿色字体显示。
(3)当前选择执行的程序名和程序路径 如NC/MPF/EXAMPLE。
(4)通道状态和程序控制
1) :使用“Reset”中断程序。
:使用“Reset”中断程序。
2) :正在处理程序。
:正在处理程序。
3) :用“Stop”中断程序。
:用“Stop”中断程序。
4) :显示有效的程序控制。
:显示有效的程序控制。
①PRT:程序测试模式,没有轴运行(程序开始,处理程序时带辅助功能输出和停留时间。轴在此过程中不运行。可以检测及控制程序内编程的轴位置和辅助功能输出)。
②DRY:空运行进给(编程的和G1、G2、G3、CIP以及CT相联系的运行速度可以通过确定的空运行进给替代,空运行进给也可替代编程的旋转进给)。注意:在“空运行进给”有效的情况下不得进行工件的加工,因为通常系统默认的空运行进给速率是5000mm/min(设定参数MD42100$SC_DRY_RUN_FEED),由于进给速率的变化可能会超出刀具的切削速度而导致工件或机床受损。
③RG0:快速移动减速%[在G00快速移动模式下,轴的运行速度将降低至RG0中输入的百分比值,不需要修改机床快移速率参数或调整快速倍率开关,在自动运行设置中定义“快速倍速率有效”即可(或设定参数MD42122 $SC_OVR_RAPID_FACTOR),常用于首件试切,确保安全]。
④M01:编程停止1。
⑤M101:编程停止2(名称可变)。
⑥SB1:单程序段粗(仅在结束执行加工功能的程序段后程序停止)。(https://www.xing528.com)
⑦SB2:运算程序段(结束每个程序段后程序停止)。
⑧SB3:单程序段精(在循环中,仅在结束执行加工功能的程序段后程序停止)。
⑨MRG:系统会在程序中打开测量结果图的显示(方便加工过程中进行在线测量时对测量结果的及时查看、确认)。
(5)通道运行信息
1) 停止:需要操作,如
停止:需要操作,如 。
。
2) 等待:不需要操作。
等待:不需要操作。
(6)实际值窗口中的轴位置显示
1) 或
或 :所显示的坐标可以参照机床坐标系或者工件坐标系。通过软键
:所显示的坐标可以参照机床坐标系或者工件坐标系。通过软键 在机床坐标系MCS与工件坐标系WCS之间进行显示切换。
在机床坐标系MCS与工件坐标系WCS之间进行显示切换。
2) :所显示轴的位置。
:所显示轴的位置。
3) :程序运行中显示当前NC程序段的剩余行程。
:程序运行中显示当前NC程序段的剩余行程。
4) :显示手动方式下已运行的轴行程差值。只有在子运行方式“Repos”下可以显示此信息。
:显示手动方式下已运行的轴行程差值。只有在子运行方式“Repos”下可以显示此信息。
5) 夹紧回转轴。
夹紧回转轴。
6) :显示当前激活的工件坐标系以及转换功能。
:显示当前激活的工件坐标系以及转换功能。
(7)T,F,S窗口显示的内容 当前有效刀具信息 如图2-8所示,当前激活刀具的名称为CUTTER 4,激活的是D1刀沿数据(在ISO模式下会显示H编号,而不是刀沿号),是一把刀具直径为ϕ4mm、刀长为65mm的球头立铣刀,执行的程序中将要更换的下一把刀具(预选刀具)名称为BALLNOSE_D8。
注意:如果执行的程序中没有正确激活刀具指令,对应激活刀具信息栏里有关的刀具半径或直径值以及刀具长度信息都将为0,并且不显示当前激活刀具的类型图标。遇此情况请仔细检查加工程序。
(8)加工窗口 在当前程序段显示的窗口中可以看到目前正在处理的程序段。在运行的程序中,操作者可以获得以下信息:标题行中为工件或者程序名,正在处理的程序段显示为彩色。如果在自动模式的〖设置〗中确定获取加工时间,测得的时间则会按不同方式以不同的颜色显示在程序行末尾。
(9)辅助信息窗口 根据选择不同的垂直软键显示不同信息:〖G功能〗显示激活的有效G功能,〖辅助功能〗当前激活的辅助功能,〖基本程序段〗显示程序试运行或程序执行过程中关于进给轴位置和关键G功能的准确情况,〖时间计数器〗显示程序运行时间以及已加工工件数的概览,〖程序级〗当前处理的程序指令位于哪个程序级。或者通过选择不同的水平软键用于不同功能的输入窗口显示,例如〖程序段搜索〗激活从指定程序段开始运行程序,〖程序控制〗选择激活各种空运行、程序测试、编程停止等程序控制模式。
(10)用于显示其他用户说明或提示信息 如“待生成程序的名称尚未输入”。
(11)水平软键栏
(12)垂直软键栏
(13)系统时间显示 如 ,如果当前有报警或信息显示,系统时间会被覆盖。
,如果当前有报警或信息显示,系统时间会被覆盖。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。