



为了安全生产,煤矿掘进通风需使用抽瓦斯的局部通风机,该通风机除应具有普通局部通风机的要求外,还必须避免产生电火花、摩擦火花、静电火花、冲击火花等各种火花。用阻燃抗静电增强PA6研制成功FSD-2×18.5型抽出式局部通风机叶轮(叶片、轮盘),较好地解决了中小断面、中短距离掘进工作面的通风问题。随着煤矿开采深度及强度的日益增加,对高风压、大风量的抽出式局部通风机的需求越来越迫切,阻燃、抗静电增强PA6的力学性能已无法满足要求,急需开发出一种强度更高的阻燃抗静电工程塑料叶轮。王国超等人结合高风压、大风量抽出式局部通风机叶片的实际使用情况,提出采用多层功能材料复合增强的方法制备叶片,即叶片内芯材料具有阻燃增强的功能,外层材料具有阻燃、抗静电及耐磨性,二者复合,获得了满意的结果。
由于矿用局部通风机叶片需长期连续运转在含大量瓦斯、煤尘的恶劣环境中,故要求其耐磨性好,并具有较高的拉伸强度和冲击强度,选用玻璃纤维(30%~33%)增强PA66作为叶片基体材料。PA66属自熄性材料,阻燃性可达UL V-2级。但加入玻璃纤维后,由于烛芯效应,使阻燃等级下降至UL V-4级PA66的常用阻燃剂有卤系化合物、氮系化合物、含磷化合物及其组合,通过对各种比例配方的试验研究,考察了阻燃性能及力学性能,得到了内芯材料的理想配方,见表5-28。阻燃增强PA66母料的加工工艺流程如图5-15所示,其力学性能见表5-29。
表5-28 内芯材料的配方

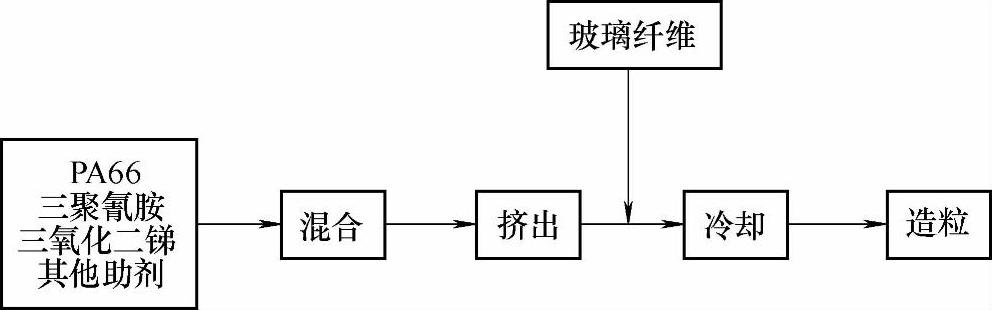
图5-15 阻燃增强PA66母料的加工工艺流程
表5-29 阻燃增强PA66力学性能

叶片外层材料必须具有耐磨性及抗静电性,以保证通风机安全可靠运行。煤矿用抽出式局部通风机长期运行在易燃易爆环境中,高速旋转的叶片受到大量煤尘的冲刷、摩擦,应采用内加抗静电剂的方式解决材料的抗静电问题。根据以往的经验,采用PA6作为外层基体材料,外层材料的抗静电剂既要考虑其长效性及其对PA6耐磨性的影响,同时更要考虑外层与内芯间的复合加工工艺。可供选择的添加型抗静电剂有导电炭黑、碳纤维、金属粉末等,若同时考虑抗静电剂对耐磨性及加工性能的影响,应选择铜粉,并加入一定量的二硫化钼和聚四氟乙烯(PTFE)粉以减小摩擦因数,提高耐磨性和导热性。阻燃剂则采用三聚氰胺和协效剂三氧化二锑。经过大量正交试验,得到外层材料的理想配方见表5-30。
表5-30 外层材料的配方(https://www.xing528.com)

叶片内芯采用阻燃增强PA66母料注射成型。成型前将母料在85~105℃干燥10~12h,使吸水率控制在0.2%以下。采用螺杆式注射机成型,以避免局部过热使阻燃剂分解。注射工艺参数见表5-31。注射成型后修边,然后将叶片放入沸水中放置8~10h,进行退火处理,退火工序是为了消除制件中的内应力,提高其韧性。
表5-31 注射工艺参数

由叶片外层的功能可知其厚度较小,为1~2mm。若采用注射成型,内外都为三维扭曲面的叶片,加工工艺非常复杂且难以实现,经济上也不合算;再者叶片外形基本由内芯决定,故决定外层采用既经济、又简单的浸泡涂覆方法。试验得到外层材料溶胶制备工艺如下:将一定量的PA6倒入盛有工业酒精的密闭反应器皿中,边加热边旋转器皿,保持温度为50~60℃,待10~12h后制得PA6胶液A,再加入铜粉、三氧化二锑,高速搅拌均匀,得到胶液B,备用;将一定量PTFE粉和三聚氰胺粉混匀加热至熔融倒入胶液B中搅拌均匀,得到胶液C取一定量的MoS2加入胶液C中高速搅拌均匀,即可制得外层材料胶液。
将注射成型的叶片内芯用丙酮脱脂,然后浸泡在外层材料胶液中涂覆上外层材料胶液,进行干燥加热,即完成整体叶片的成型加工。对叶片材料的抗静电阻燃性能等进行了检测,结果见表5-32,其性能完全满足煤矿大风量、高风压抽出式局部通风机的要求,所研制的尼龙叶片已成功应用于煤矿用大功率FSD-2×24、FSD-2×30型抽出式局部通风机上。
表5-32 材料的抗静电、阻燃性能检测结果

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。