



大功率塑料风机是矿井下主要的通风、排风设备,风机叶片是该设备上的主要零部件。由于风机通常要以3000r/min的高速运转,风机叶片要经受很大的离心力,同时由于工作环境的特殊,要求风机叶片材料不但要有阻燃、抗静电性能,并且还必须有优良的力学性能,尤其是拉伸性能与冲击性能要高。
陶炜等人围绕着阻燃、抗静电及提高材料力学性能等关键技术,进行了反复的研究及大量的配方优化试验,较好地解决了各组分间相容性差、界面结合力低等问题,研制出高强度的阻燃、永久抗静电PA6。该材料具有优异的物理力学性能,经国家煤机质量检测中心检测,阻燃、抗静电性能完全符合MT 113—1995的要求。
图5-14所示是阻燃、抗静电增强PA6制备工艺流程。按表5-24中配方称量所需的原材料,然后依次倒入高速搅拌机中搅拌10~30s,用双螺杆挤出机按表5-25所列的挤出工艺参数挤出、造粒。
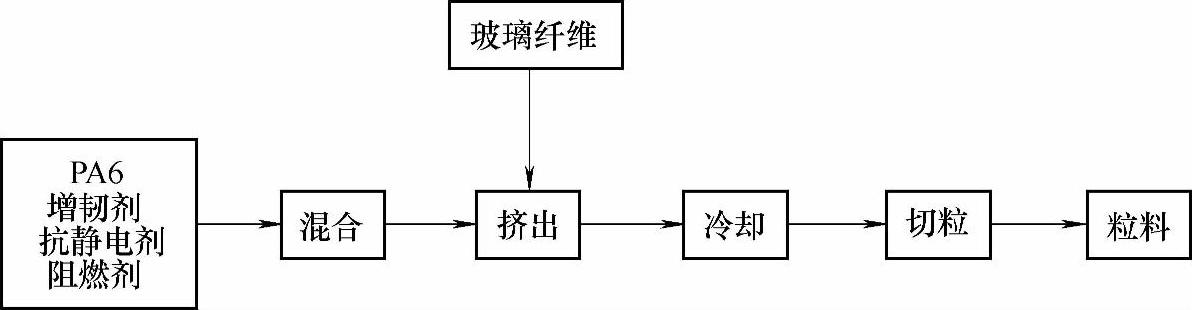
图5-14 阻燃、抗静电增强PA6制备工艺流程
表5-24 阻燃、抗静电增强PA6材料配方

表5-25 挤出工艺参数(https://www.xing528.com)

将上述阻燃、抗静电增强PA6粒料置于鼓风干燥箱中,料层厚度不大于30mm,在85~95℃下干燥20~30h,除去原材料中的水分;然后把粒料投入到注射机中,按表5-26所列的注射工艺参数进行注射成型,制得试样和风机叶片表5-27列出了阻燃、抗静电增强PA6所达到的性能指标,其中阻燃性和表面电阻均满足MT 113—1995的要求。
表5-26 注射工艺参数

表5-27 阻燃、抗静电增强PA6所达到的性能指标

采用阻燃、抗静电增强PA6制成风机叶片,经装机运转试验和3300r/min的超速试验,风机叶片仍完好如初。该材料的力学性能、阻燃性能和抗静电性能完全满足风机叶片的要求。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。