



图5-13所示是内齿形弹性联轴器的结构形式。其主要部件内齿形连接套采用注射工艺一次加工成型,具有相当高的强度和良好的弹性及润滑性能。半联轴器具有结构简单、拆装方便、使用噪声低、传动功率损失小、物美价廉、使用寿命长等特点。
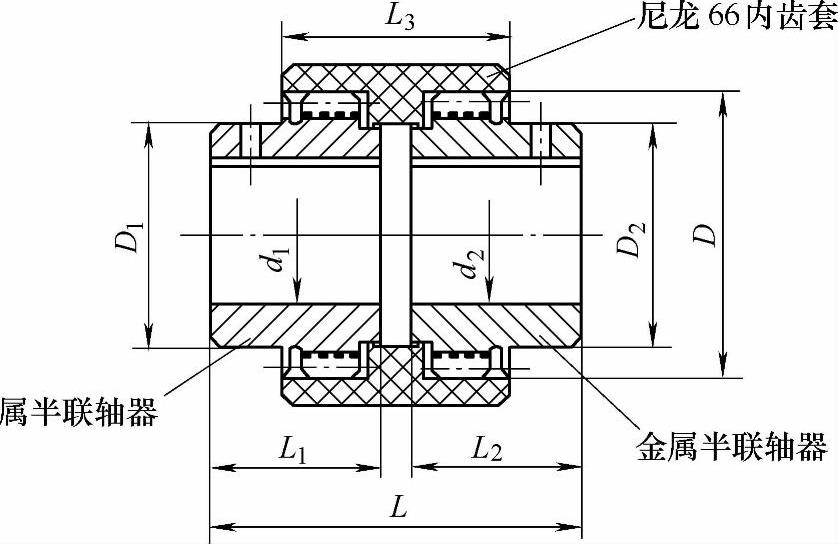
图5-13 内齿形弹性联轴器的主要结构形式
联轴器内齿形连接套主要承受的是转矩。负载与动力源主要靠其连接。选用材料要能够承受较大的切应力和冲击力,特别是在系统启动和负载突变的情况下,其承受的切应力更大。根据上述原因,选用玻璃纤维含量为30%的PA66作为联轴器内齿套的注射成型材料。
由于尼龙类塑料在分子结构中含有亲水基团(酞胺基),易吸湿,特别是PA66吸湿性很强,收缩率大。为便于注射成型,保持制品的尺寸精度和强度在使用前必须对原料进行干燥处理,可采用脱水率高、干燥时间短、效果好,而且可以防止氧化降解的真空干燥法。干燥条件为烘箱温度120~130℃,干燥时间12h。
表5-23列出了内齿连接套成型温度。选用较高的喷嘴温度,是为了防止喷嘴与模具接触后温度降低,造成喷嘴内原料过早凝固,从而影响注射成型。机筒后段选用较高的温度,是为了改善螺杆在预塑时的后退速度,减少增强纤维的损坏。模具温度是影响制品尺寸精度的重要因素,通过多次试验结果的对比,选用表中的模温可获得较稳定的制品尺寸精度。为使制品获得较好的外观质量及较高的尺寸精度,在选用注射机的各项工艺参数时,注射速度与压力是两个重要工艺条件。玻璃纤维增强PA66与不增强的PA66相比较,凝固更快,因此,必须快速注射。否则,就会使制品表面粗糙度值增大。(https://www.xing528.com)
表5-23 内齿连接套成型温度(单位:℃

联轴器内齿套属尺寸配合件,配合精度须达3级以上。但由于尼龙制品结晶性随工艺条件的变化而变化,且具有吸湿膨胀和干燥收缩性,注射成形后制得的内齿套尺寸精度难以保证,作为工程零件是不合适的。为达到配合精度要求,须对制件进行热处理,以降低制品的内应力,提高尺寸的稳定性。由于尼龙制品易高温氧化降解,选用液状石蜡作为加热介质,温度控制在110~130℃。由于内齿套壁较厚,时间控制在50min,从油浴锅中取出制品后,缓慢冷却至室温。
尼龙制品在使用过程中有一个吸湿平衡阶段。如在相对湿度为65%的大气中,内齿套要达到4%的吸湿量,则需要较长的时间,不利于内齿套的尺寸稳定和半联轴器的配合,因此,还须对内齿套进行调湿处理。采用的方法是将制品置于100℃的沸水中水浴24h,以达到吸湿平衡,获得较稳定的配合尺寸。后处理过的制品经测量各项尺寸均能达到技术指标要求。玻璃纤维增强PA66内齿形弹性联轴器已广泛地应用在液压、起重、风机、水泵、锻压等方面。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。