



PPO与POM、PA等结晶性塑料不同,而与PC一样,尺寸稳定性好。PPO在成型时无结晶过程,残余内应力会造成应力开裂,在选定成型条件时应认真考虑。
1.成型加工特性
聚苯醚的熔点高,其晶体部分的熔融温度高达262~267℃,而且,在300℃以下其熔体黏度很高,给聚苯醚的成型加工带来困难。聚苯醚和改性聚苯醚的熔融体属非牛顿型流体,熔体的黏度与温度的关系很大,随着温度的提高黏度直线下降。这种黏度大、流动性差的特性致使加工时必须采用很高的温度,因此,加工困难,能耗过大。
聚苯醚与改性聚苯醚的成型收缩率很低,在不同的成型条件下基本保持不变,对成型精密制品十分有利的,且很少发生脱模问题。
聚苯醚的吸湿性低,通常物料不经干燥就能进行成型加工。但如果物料的熔融造粒是采用浸水冷却工艺的,或物料包装不好,那么因其密度较小,表面积较大,暴露在空气中的表面会吸附微量水分,特别是粉状PPO树脂,更易吸收微量水分。如不进行干燥,成型加工时会引起制品表面形成银丝和产生气泡。另外,干燥本身也起预热作用。特别是成型加工大面积薄壁制品,它有改善制品表面光泽的效果。干燥只需在烘箱之类简单设备中进行,物料厚度为50mm时,一般在107℃左右干燥2h即可。
2.注射成型
柱塞式或螺杆式注射机都能加工聚苯醚,一般采用螺杆式注射机为好。要求螺杆长径比应大于15,压缩比为1.7~4.0(一般采用2.5~3.5)。螺杆形式以采用渐变形为好。喷嘴形式以直通式为宜,它比自动启闭式喷嘴的压力损耗小而且不易造成物料滞留。模具应装有加热装置,模具与注射机模板之间要有绝热板。
聚苯醚的注射成型温度较高,根据制品大小及不同形状,机筒温度一般控制在280~340℃。当一次注射量为机筒容量的20%~50%时,机筒温度可高达330℃也不会降解。但不能超过340℃,超过340℃,会使物料发生降解而降低性能;低于280℃,则物料黏度过大而不易加工。喷嘴温度通常总是比机筒熔融区域温度稍低10~20℃,以避免喷嘴漏料。
模具温度应根据制品厚度、机筒温度等因素而定,一般为100~150℃,能使应力减至最小,有利于降低表面粗糙度和充满薄壁部分。超过150℃,容易引起气泡并延长成型周期;低于100℃,会产生较高的残余应力,以及使制品产生充模不足和分层胶皮等缺点。
聚苯醚的熔融物料不应长时间保持在高温下,如果物料在机筒内连续停留2h以上,会出现变色分解现象,这时机筒应及时清洗。聚苯醚注射成型的废料可反复使用,一般重复3次,其力学性能没有明显的下降。
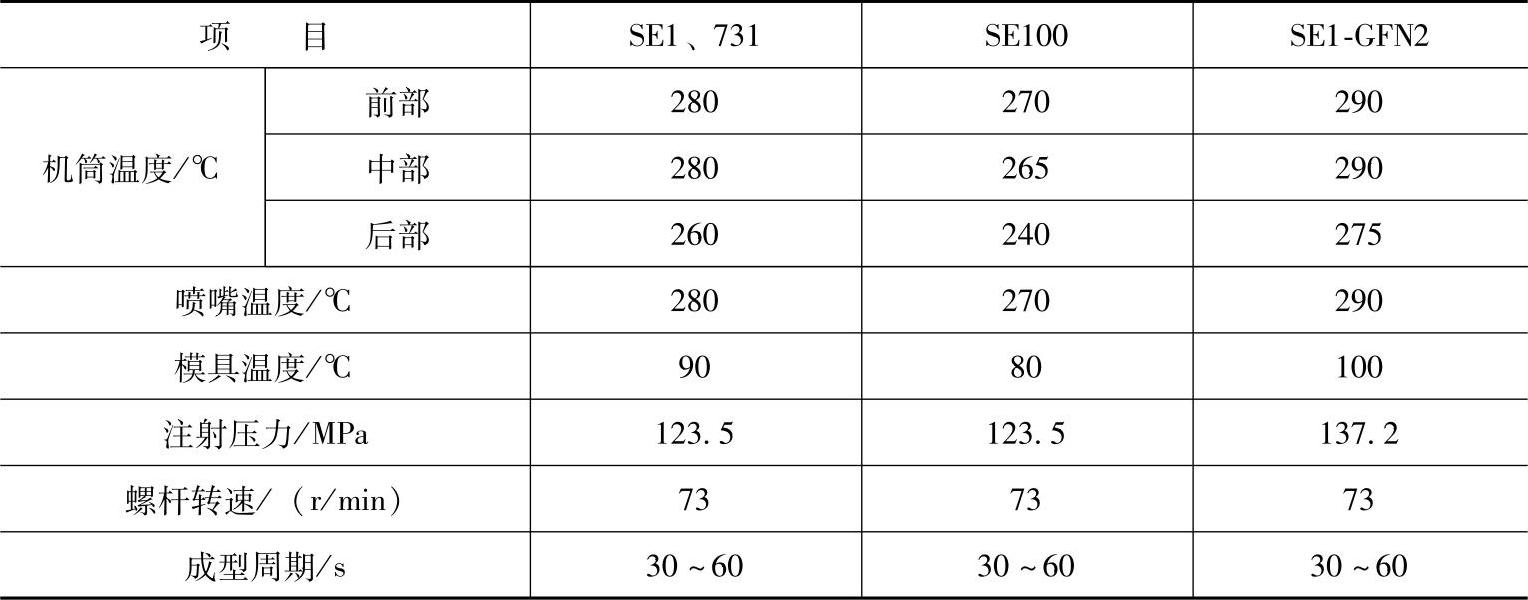
表2-53列出了Noryl部分品级聚苯醚的注射成型工艺条件。(https://www.xing528.com)
表2-53 Noryl部分品级聚苯醚的注射成型工艺条件
3.模压成型
模压成型法可将聚苯醚制成各种厚度的板材,使用的设备为液压机。在压制较厚的板材时,应在比使用温度低10℃左右的温度下处理24h,以消除内应力成型时应注意脱模温度要高一些,以免板材开裂。另外,板材在脱离压机后立即进行脱模会产生粘模现象,骤然冷却又会导致破裂,因此,应缓慢冷却至一定温度后进行脱模。
聚苯醚玻璃布层压板的具体压制工艺如下:
(1)胶液配制将聚苯醚树脂溶于苯溶剂中,配成质量分数为10%~18%的溶液,在60℃温度下边搅拌边加热,使树脂全部溶解,成为透明液体。
(2)上胶 将厚度为0.1mm的玻璃布经H151偶联剂处理,然后在浸胶机上浸渍和干燥。干燥温度为上层100~110℃,中层90~100℃,下层70~80℃上胶速度为0.5m/min,含胶量为30%~40%(质量分数)。
(3)成型 将胶布剪切层叠至厚度约为4~10mm,在压机上加热加压成型在室温上模,升温至250℃,保温5min,一次升压至6MPa;继续升温至300℃保持1h;然后冷至180℃,再通水冷却至室温脱模即可。
4.挤出成型
挤出成型可将聚苯醚加工成棒材、管材、片材和电线包覆等。挤出机一般采用排气式挤出机,螺杆长径比通常为20~24,螺杆压缩比为2.5~3.5,螺杆多采用等距不等深形式,计量段有适当的深度。挤出机应有较长的口模平直部分挤出牵引时应充分考虑到聚苯醚物料冷凝温度较高的特点。挤出成型时,机筒温度稍低于注射成型的机筒温度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。