



1.PBT的性能
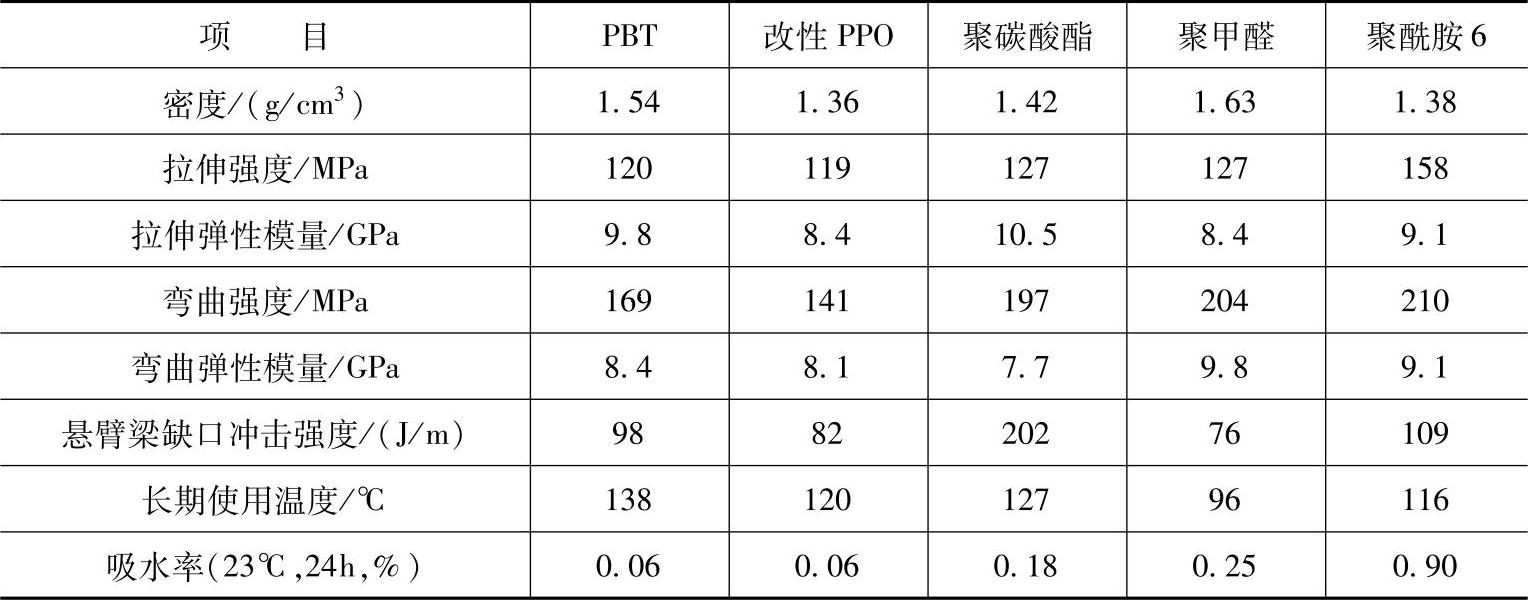
PBT在未改性时与其他工程塑料相比,并无优越性可言,其力学性能大都不如其他一些工程塑料。但是用玻璃纤维增强后,其力学性能得到了成倍的增长表2-22列出了30%玻璃纤维增强的PBT与其他一些玻璃纤维增强工程塑料性能的比较。由该表可知,用30%玻璃纤维增强的PBT的力学性能已全面超过同样用30%玻璃纤维增强的改性PPO,其长期使用温度已超过用30%玻璃纤维增强的聚酰胺6、聚碳酸酯和聚甲醛。
表2-22 30%玻璃纤维增强的PBT与其他一些玻璃纤维增强工程塑料性能的比较
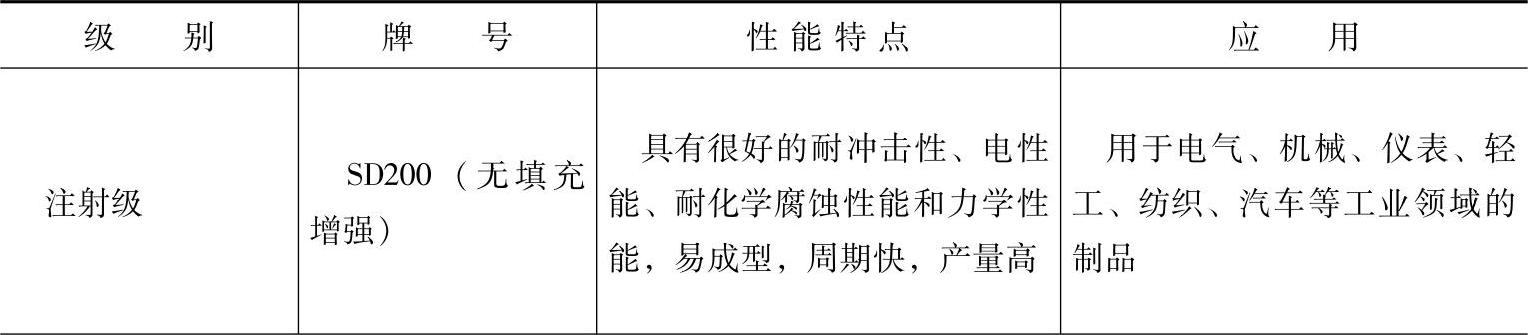
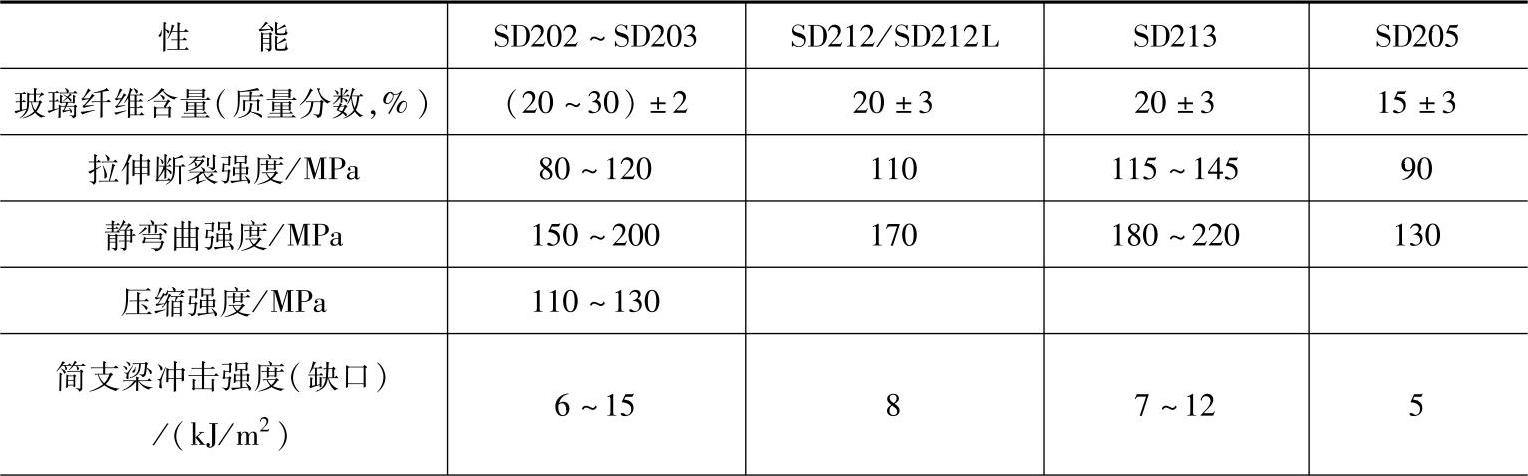
目前作为工程塑料使用的PBT中80%以上是用玻璃纤维增强的,使PBT的刚性和强度明显增强。表2-23列出了上海涤纶厂生产的PBT的牌号、性能特点及应用领域,表2-24列出了其性能。表2-25列出了北京市化工研究院生产的PBT的性能,表2-26和表2-27分别列出了东丽株式会社和GE公司Valox系列PBT的性能。
表2-23 上海涤纶厂生产的PB7的牌号、性能特点及应用领域
(续)
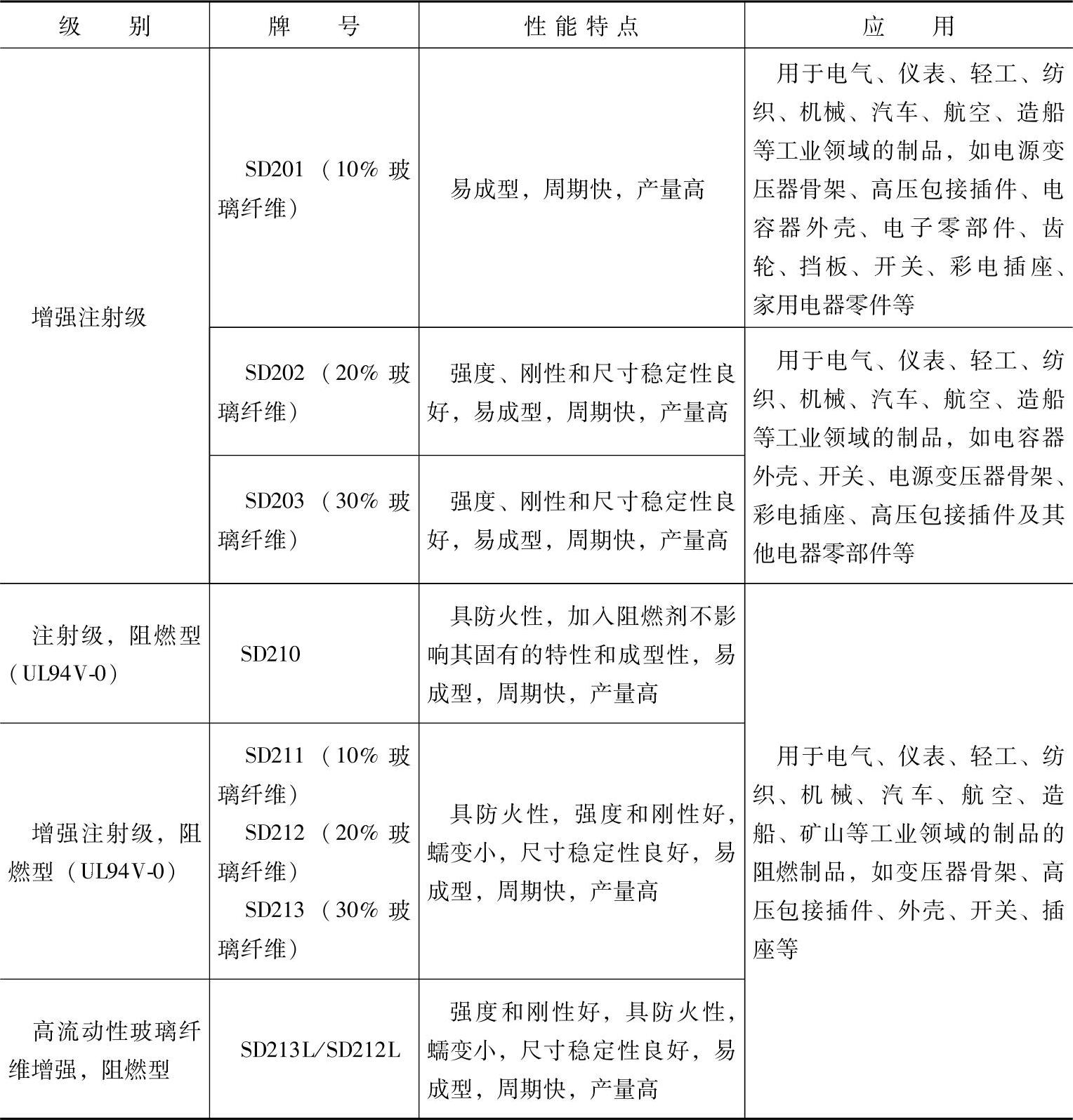
表2-24 上海涤纶厂生产的PBT的性能
(续)
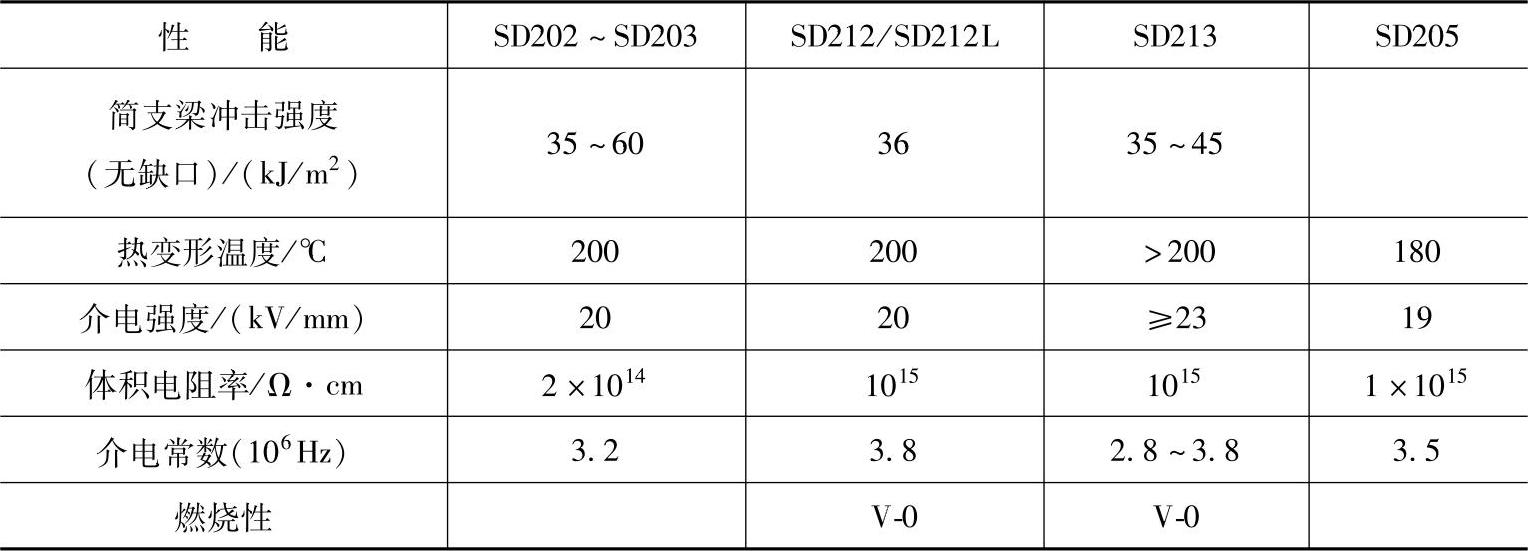
表2-25 北京市化工研究院生产的PBT的性能
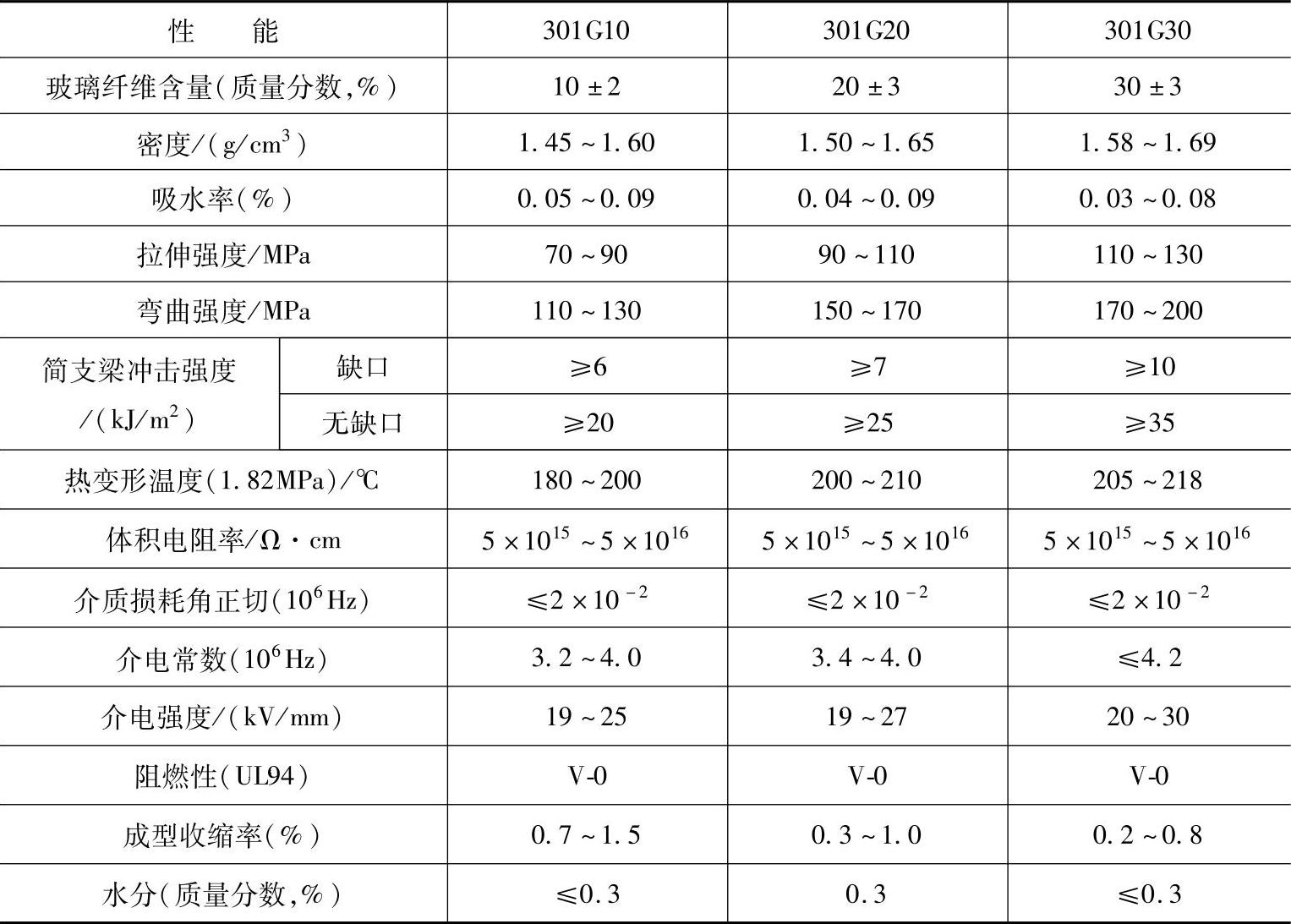
表2-26 日本东丽株式会社的PBT性能

(续)
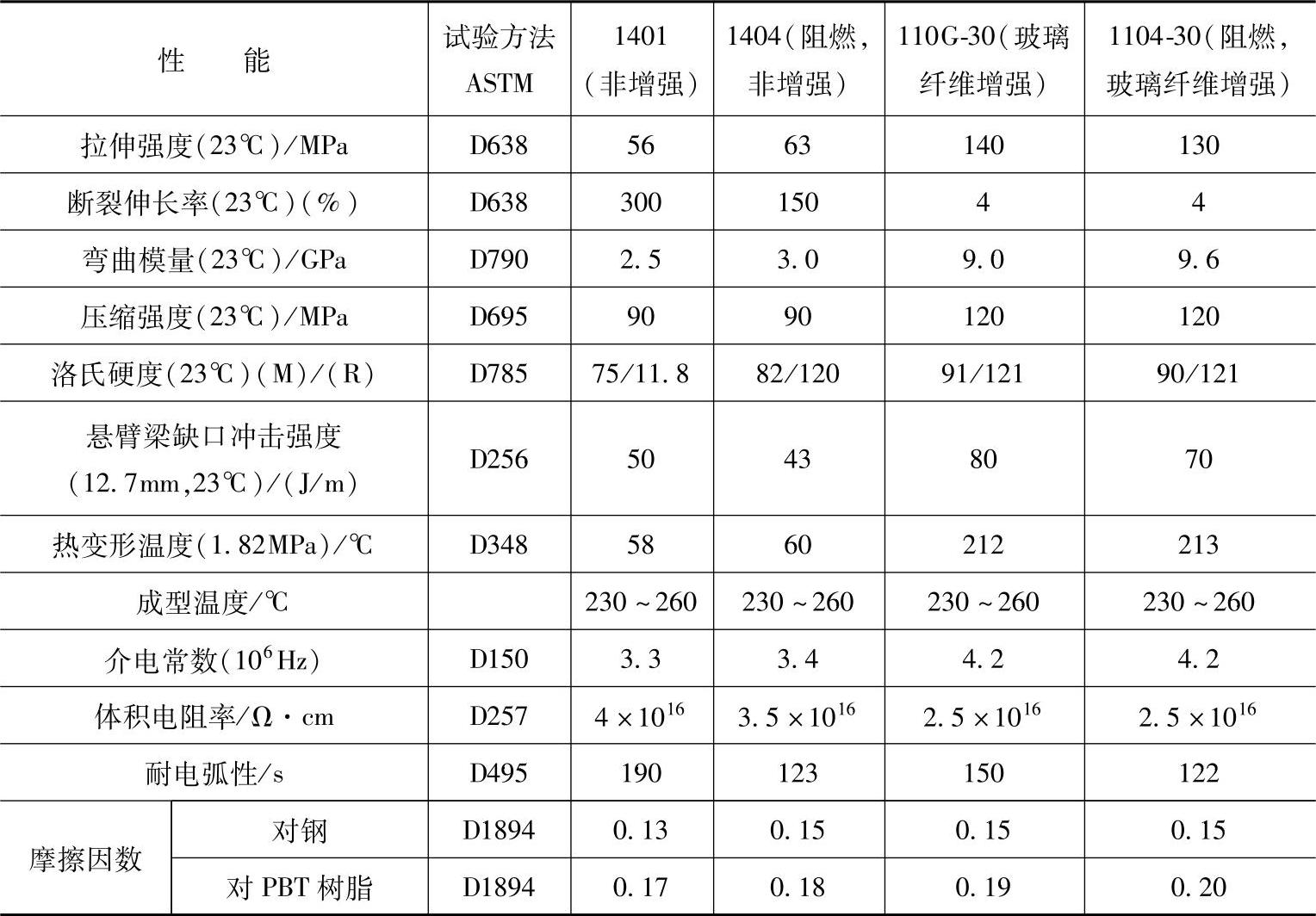
表2-27 GE公司Valox系列PBT性能
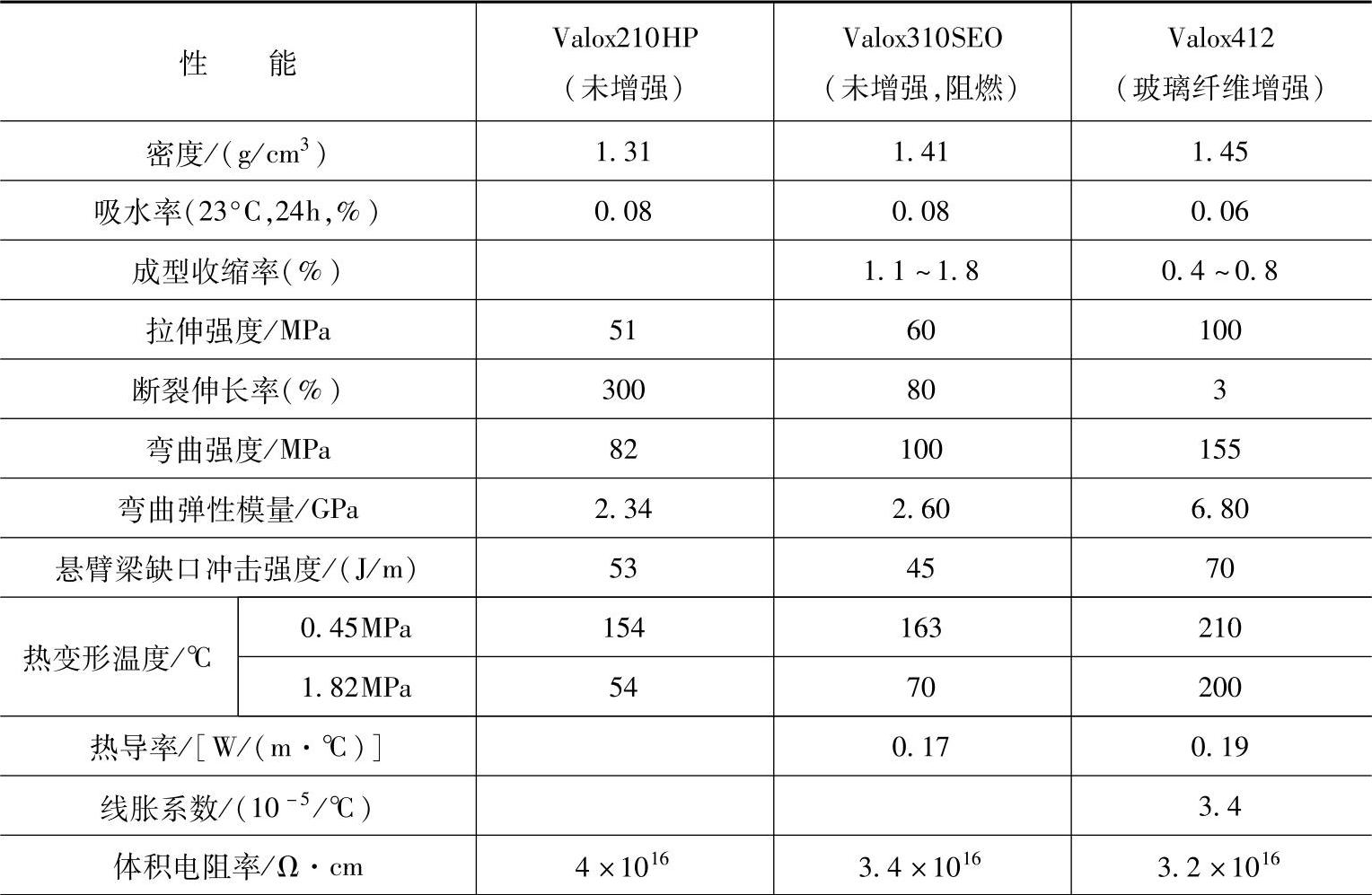
(续)
 (https://www.xing528.com)
(https://www.xing528.com)
从PBT的性能看出,PBT经玻璃纤维增强后力学性能优良,力学强度高在长时间高载荷作用下变形小。耐热性优良,长期使用温度为130℃,短时使用温度为200℃,未增强PBT在1.82MPa载荷下,其热变形温度很低,仅60℃左右。当用玻璃纤维增强后,其热变形温度有明显的提高。例如,当玻璃纤维的质量分数为5%时,在1.82MPa载荷下,其热变形温度可达150~160℃;当玻璃纤维的质量分数提高到30%时,其热变形温度则提高到212℃,远高于用30%玻璃纤维增强的聚甲醛和聚碳酸酯。玻璃纤维增强PBT在高温下显示了很高的强度保持率。增强PBT的弯曲强度、拉伸强度和冲击强度在180℃这样高的温度下仍具有相当高的强度保持率。增强PBT在较高温度下仍具有良好的尺寸稳定性。
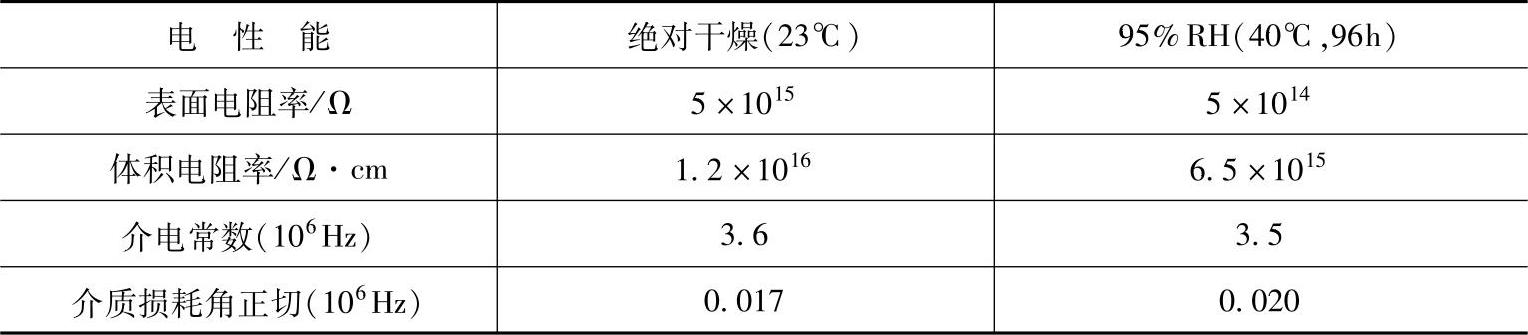
PBT具有优良的电绝缘性能,其体积电阻率1016Ω·cm。它与聚酰胺等工程塑料不同,即使在温度、湿度变化范围很广的情况下,其体积电阻率等电性能仍能基本保持不变。因此,即使在十分苛刻的工作条件下,也不会发生漏电情况。
由于玻璃纤维增强PBT的吸水率低,所以在高湿度下其电性能的变化也很小。表2-28列出了玻璃纤维增强PBT在绝对干燥和高湿度环境下的电性能。
表2-28 玻璃纤维增强PBT在绝对干燥和高湿度环境下的电性能
PBT对于有机溶剂具有很强的抵抗力,但由于其属于聚酯类高分子化合物因此不耐强酸、强碱及苯酚类等化学药品。另外,在50℃以下的温水中,其性能基本不受影响,但在热水中,力学强度将明显下降。
2.PBT的成型加工
(1)成型特性 PBT具有良好的成型流动性,因此可制得厚度较薄的制品料温为250~270℃时,物料充满型腔所需的注射压力并不很大,显示了PBT优良的流动性。
用玻璃纤维增强的PBT在成型时,由于玻璃纤维在一定方向上的取向,成型收缩率存在着各向异性的趋势。另外,增强PBT虽然已经具有较高的结晶度但在较高的温度下,其结晶化程度还会进一步提高。因此,对于在高温下使用的PBT制品,必须考虑到这一因素,而将加热成型收缩率与标准条件下的成型收缩率进行叠加。
PBT是整个工程塑料中吸水率最低的品种之一,在23℃时的吸水率仅0.3%。PBT因吸水而导致制品尺寸的变化也极小,玻璃纤维增强PBT在成型时,对其制品因吸水而引起的尺寸变化情况,基本可忽略不计。
(2)注射成型 目前PBT的成型大多采用注射成型法。由于PBT的二次转移温度(冻结温度)处于室温附近,这样,它的结晶化就能充分快速地进行注射成型时模具温度可以较低,成型周期也可以缩短,而且被加热的物料在型腔内的流动性也非常好。
PBT的注射成型可采用柱塞式或螺杆式注射机。但对于小型PBT制品,柱塞式注射机也可满足要求。采用单螺杆注射机时,螺杆行程为(0.8~1.0)D(D为注射机螺杆的直径)。一般采用三段式螺杆,以确保PBT物料的熔融塑化螺杆的有效长度为(16~20)D。
为了避免塑化时PBT熔融物料溢出喷嘴,应采用密闭式喷嘴和回流阻止器以便有效地达到缓冲长时间加压的作用,机筒和回流阻止器之间的间隙应不大于0.6mm。由于PBT结晶速度快,成型周期短,为了能够通过物料塑化时的压力来抵消冷却时出现的体积收缩,在设计模具时,应避免将浇口分流道尺寸和浇口尺寸计算得太小。模具采用自隔热浇口分流道对PBT的注射成型是适宜的,但分流道截面直径不能小于Φ15mm。为了在发生故障时或开机前浇口分流道脱模迅速,应有快速关闭装置。
PBT注射成型的成型工艺如下:
1)干燥。注射成型前,PBT物料一般不需预干燥,长期在潮湿环境中贮存的物料则需进行干燥。干燥条件是空气中为120℃,3~6h或150℃,1~3h;真空中为80℃,6~8h。
2)机筒温度。PBT的熔融温度为220~225℃,适宜的机筒温度为230~270℃。温度低于230℃,物料不能充分熔融,缺乏流动性;高于270℃,则容易使物料发生热老化。机筒的温度控制分为5段:第1段230℃,第2段235℃第3段240℃,第4段245℃,第5段250℃。喷嘴温度控制在255℃左右。机筒温度越高,停留时间越长,则拉伸强度的下降幅度就越大。此外,在注射成型阻燃级PBT制品时,料筒温度应比通常低20℃左右。
3)模具温度。PBT的结晶化在30℃时即能充分进行,因此,PBT在注射成型时的模具温度一般均可控制得较低:未增强PBT为60℃左右,增强PBT为80℃左右。如果成型精密制品,模具温度的波动幅度应不大于4℃。
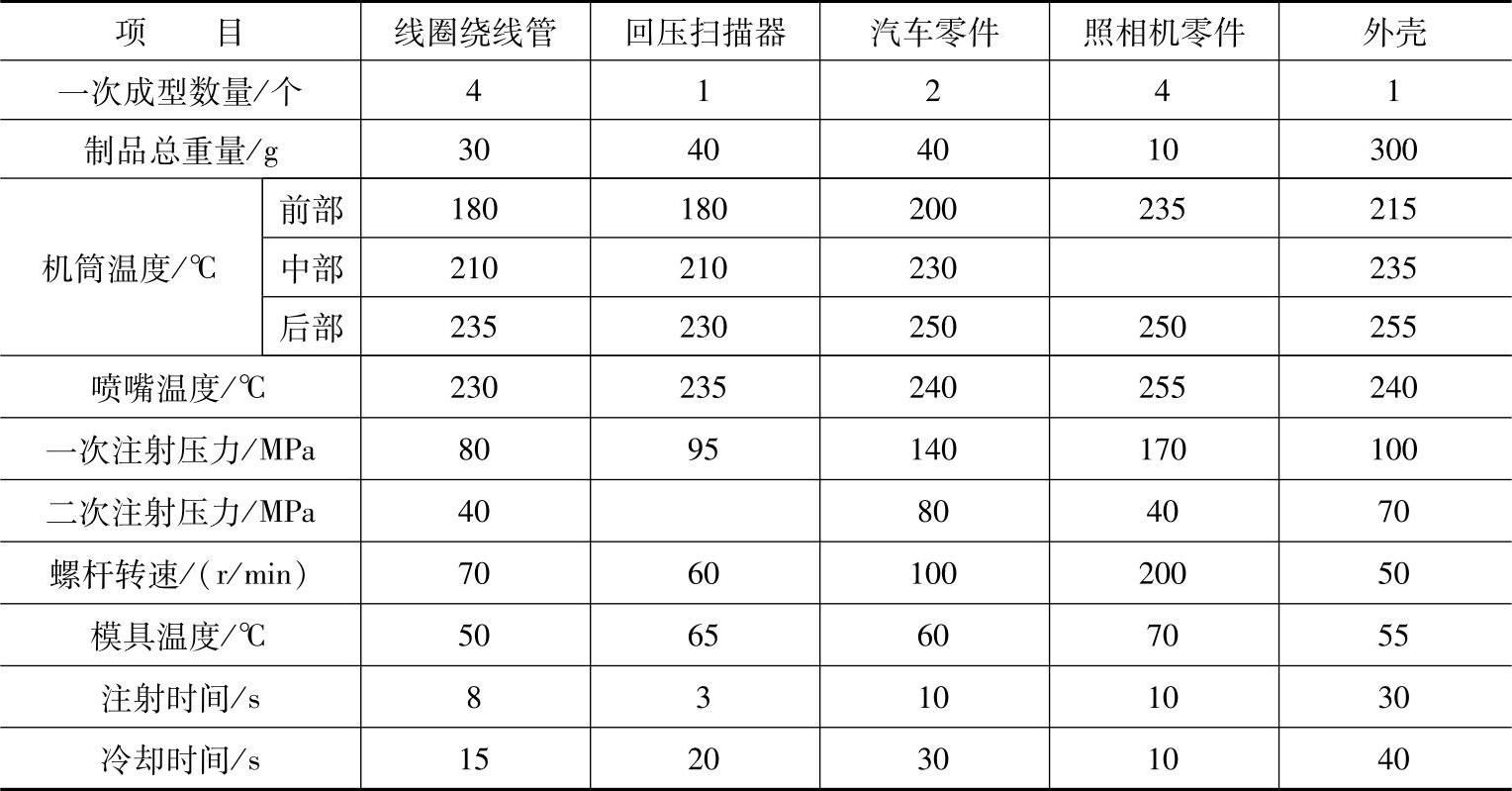
表2-29列出了PBT典型制品的注射成型工艺条件。
表2-29 PBT典型制品的注射成型工艺条件
(3)挤出成型 PBT一般仅在成型片材和薄膜时,才采用挤出成型法。挤出成型的工艺条件与注射成型基本相似,仅机筒温度略高些。原料在120℃下预干燥3~4h,机筒温度控制在274~293℃,通常采用压缩比为3.0~3.9的聚丙烯用挤出螺杆。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。