



【摘要】:铸造收缩率受许多因素的影响,例如,合金的种类及成分,铸件冷却、收缩时受到阻力的大小,冷却条件的差异等,因此,要十分准确地给出铸造收缩率是很困难的。铸造工艺设计时,通过铸造收缩率K来确定模样和芯盒的工作尺寸。表9-7各种铸造合金铸件的铸造收缩率(续)(续)
铸造收缩率K的定义是
K=[(LM-LJ)/LJ]×100%
式中 LM———模样(或芯盒)工作面的尺寸;
LJ———铸件尺寸。
铸造收缩率受许多因素的影响,例如,合金的种类及成分,铸件冷却、收缩时受到阻力的大小,冷却条件的差异等,因此,要十分准确地给出铸造收缩率是很困难的。
铸造工艺设计时,通过铸造收缩率K来确定模样和芯盒的工作尺寸。例如,某铸件图样尺寸为1000mm,若K值选定为1%,则模样尺寸为1010mm。但是,如果由于铸件结构、型芯、砂型等因素使得铸件实际收缩率为0.8%,则用1010mm模样所铸出的铸件尺寸实际约为1001.9mm,比图样要求尺寸大1.9mm,因此,必须正确地选定铸造收缩率。对于大量生产的铸件,一般应在试生产过程中,多次测定铸件各部位的实际收缩率,反复修改木模样,直至铸件尺寸符合铸件图样要求。然后再依实际铸造收缩率设计制造金属模。对于单件、小批生产的大型铸件,铸造收缩率的选取必须有丰富的经验,同时要结合使用工艺补正量,适当放大加工余量等措施来保证铸件尺寸达到合格。
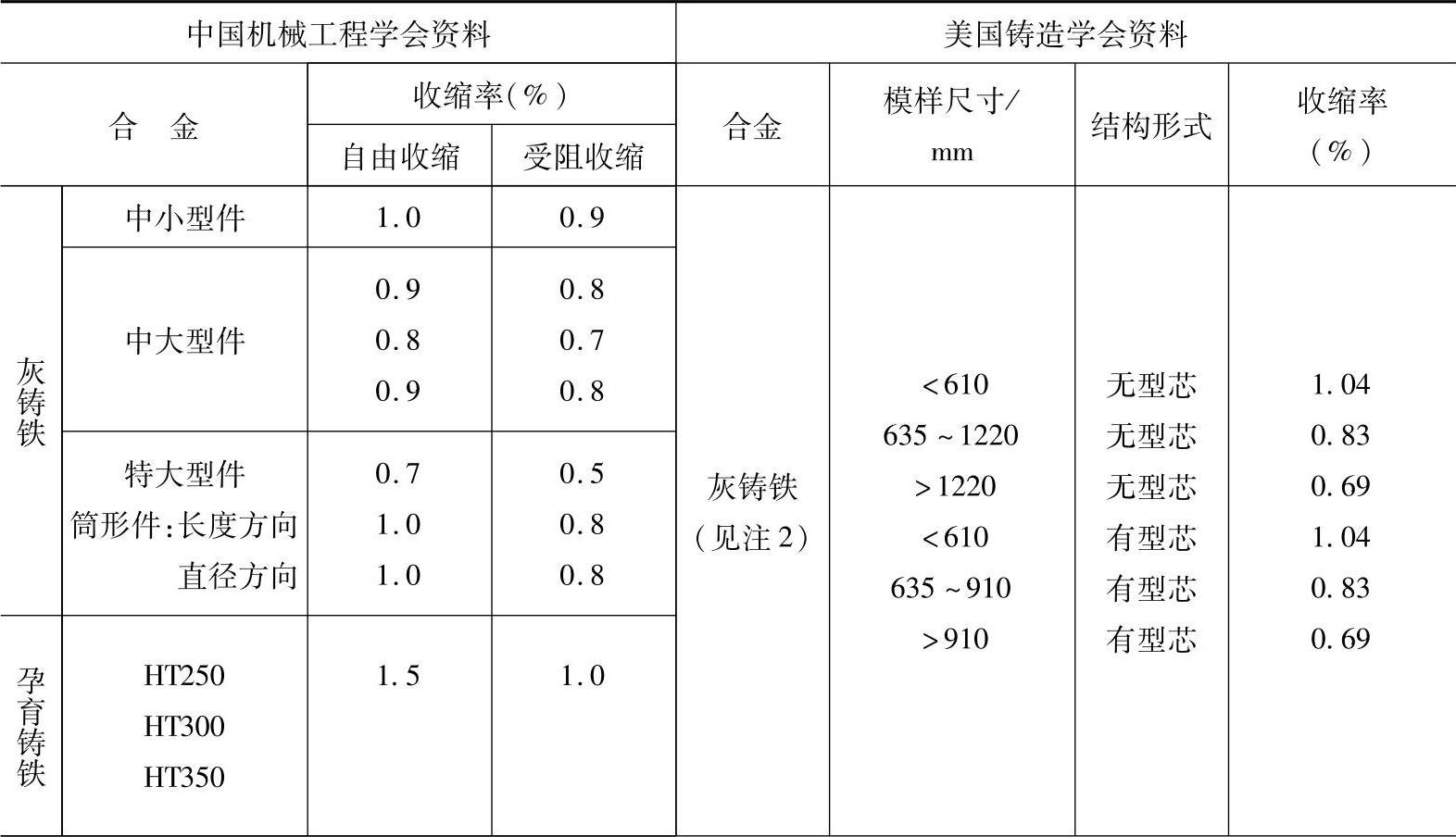
表9-7列出各种铸造合金铸件的铸造收缩率值,可供选用时参考(表左:中国机械工程学会资料,表右:美国铸造学会资料)。(https://www.xing528.com)
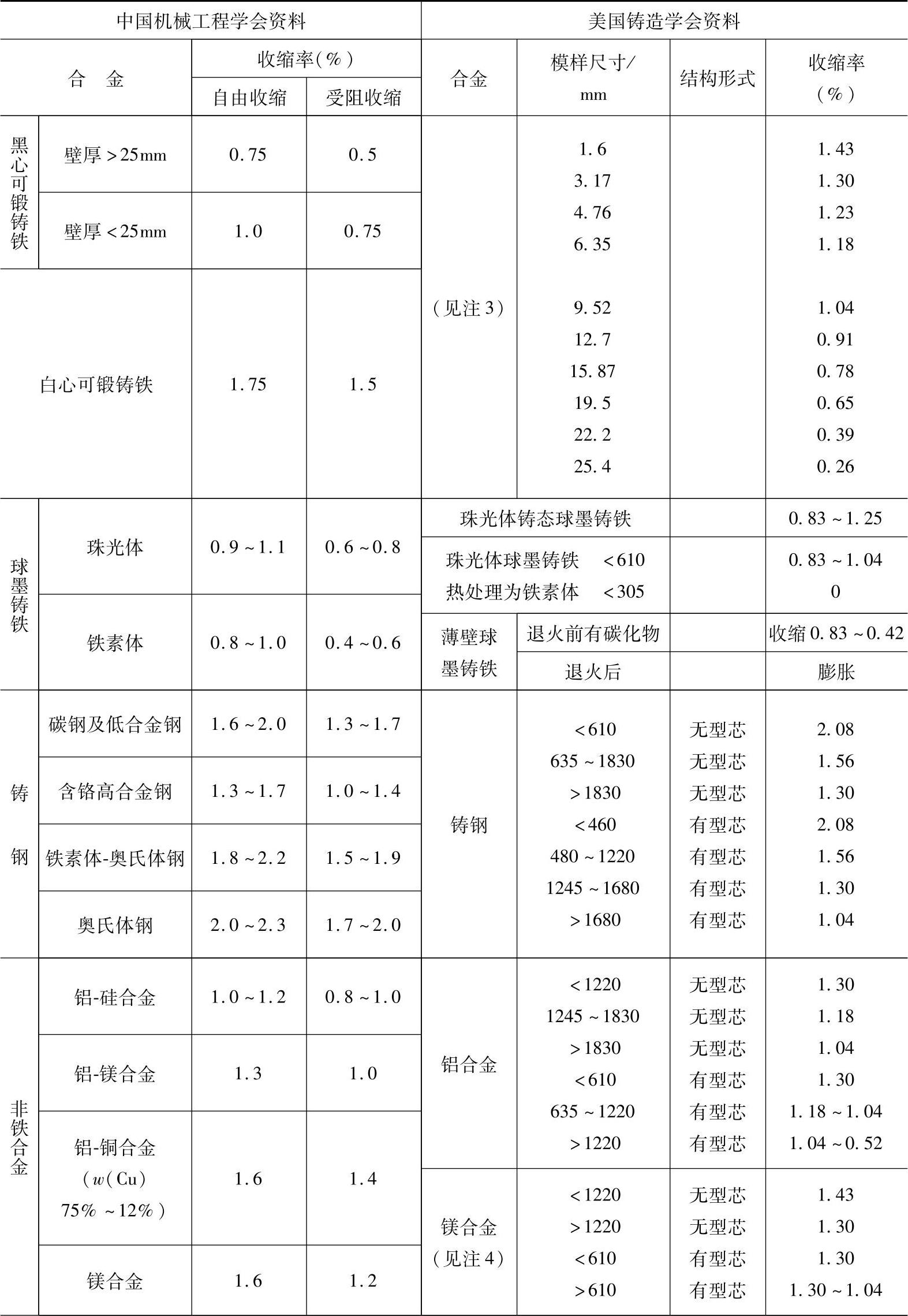
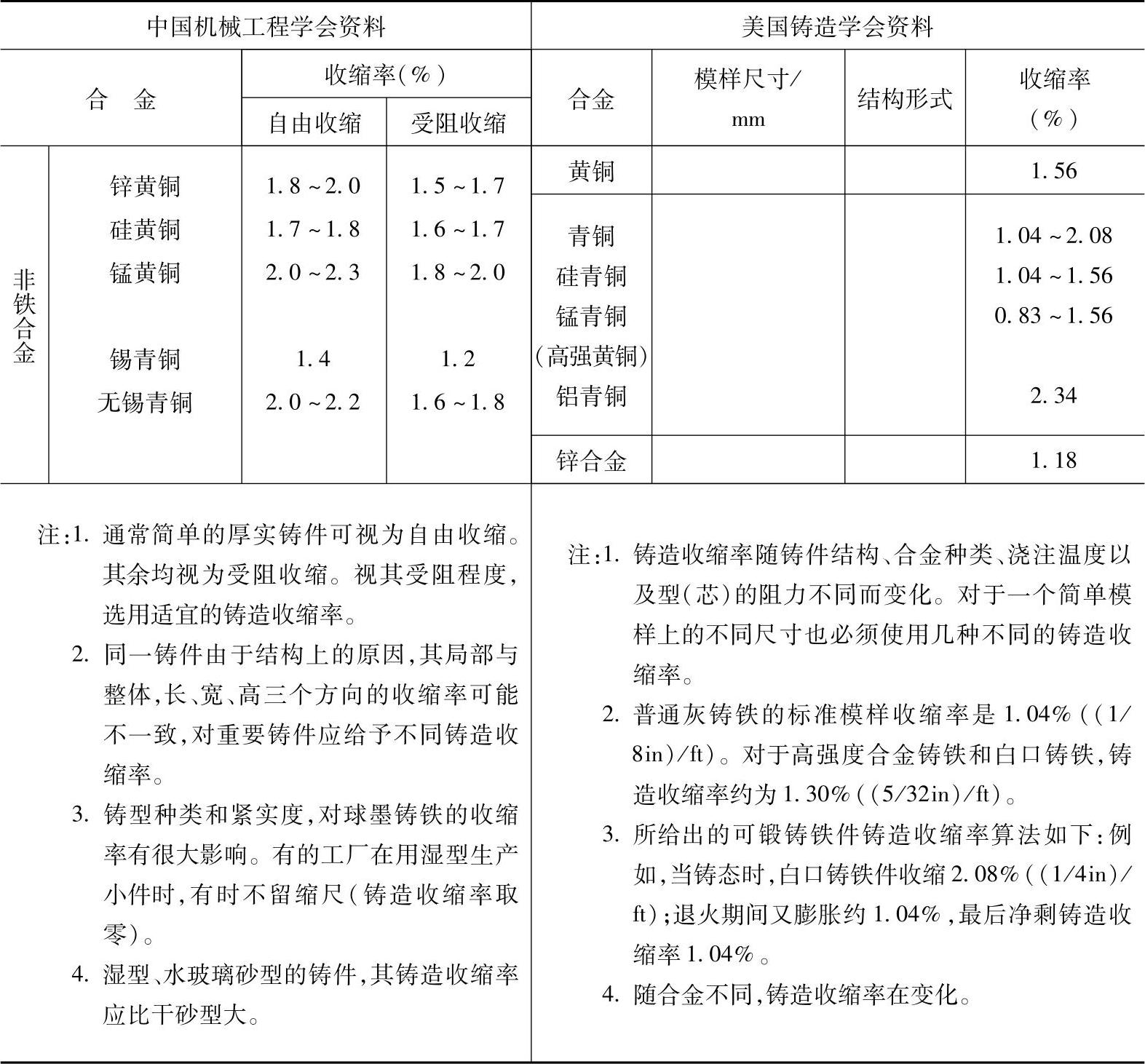
表9-7 各种铸造合金铸件的铸造收缩率
(续)
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。