



铸件为保证其加工面尺寸和零件精度,应有加工余量,即在铸件工艺设计时预先增加的、而后在机械加工时又被切去的金属层厚度,称为机械加工余量,简称加工余量。加工余量过大,浪费金属和加工工时;过小,降低刀具使用寿命,不能完全去除铸件表面缺陷,达不到设计要求。图9-2所示为加工余量和铸件尺寸公差之间的关系。铸件尺寸公差越小(精度高),加工余量可越小。影响加工余量大小的主要因素有:铸造合金种类,铸造工艺方法,生产批量,设备及工装的水平等与铸件尺寸精度有关的因素,加工表面所处的浇注位置(顶面、底面、侧面),铸件基本尺寸的大小和结构等。
GB/T6414—1999《铸件尺寸公差与机械加工余量》标准中规定:要求的机械加工余量RMA等级适用于整个毛坯铸件,且该值应根据最终机械加工后成品铸件的最大轮廓尺寸和相应的尺寸范围来选取。加工余量的代号用字母RMA(Re-quiredMachiningAllowances)表示。加工余量等级由精到粗分为A、B、C、D、E、F、G、H、J和K共10个等级。加工余量的数值列在表9-3中,推荐用于各种铸造合金和铸造方法,仅作为参考资料用。加工余量的等级推荐从表9-4和表9-5中选用。
此外,根据生产经验,相对于浇注位置,铸件顶面的加工余量应比底面、侧面的加工余量大。孔的加工余量与顶面的等级相同。一般情况下,一种铸件只选用一个尺寸公差等级和一个加工余量等级。特殊需要时,需由供需双方商定。

图9-2 不同情况下铸件的机械加工余量
a)凸台外面做机械加工 b)内腔做机械加工 c)台阶尺寸做机械加工 d)在铸件某一部分一侧做机械加工
R—铸件毛坯的基本尺寸 F—最终加工后的尺寸 RMA—要求的机械加工余量 CT—铸件公差
表9-3 要求的铸件机械加工余量(RMA)(GB/T6414—1999) (单位:mm)

①最终机械加工后铸件的最大轮廓尺寸。
②等级A和B仅用于特殊场合,例如,在采购方与铸造厂已就夹持面和基准面或基准等商定模样装备、铸造工艺和机械加工工艺的成批生产的情况下。
表9-4 用于成批和大量生产与铸件尺寸公差配套使用的铸件机械加工余量等级(https://www.xing528.com)

(续)

表9-5 用于小批和单件生产与铸件尺寸公差配套使用的铸件机械加工余量等级
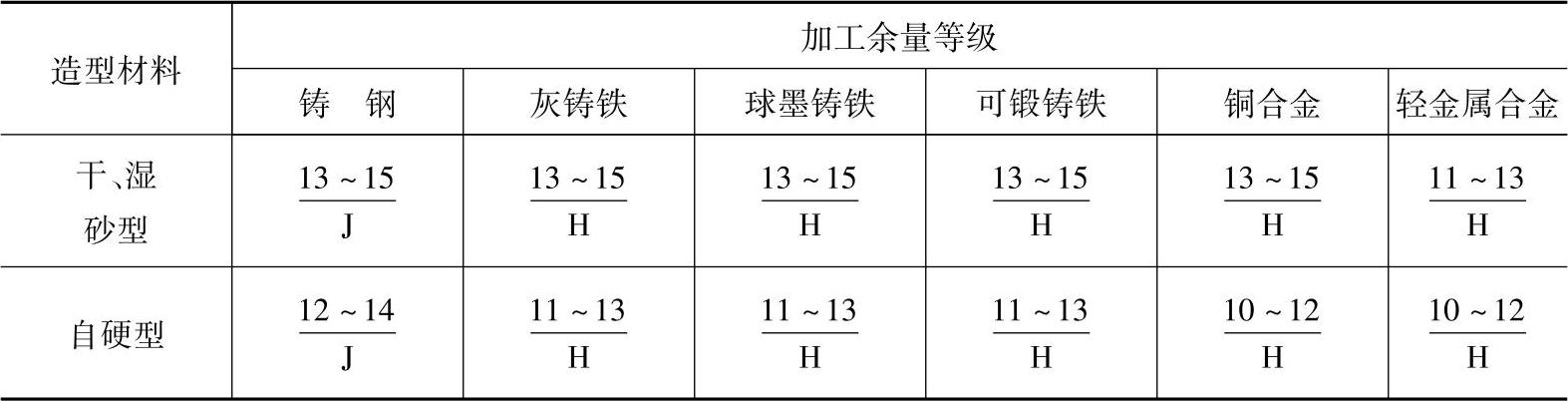
注:1.表9-4、表9-5中的数字(分子),表示铸件尺寸公差等级和铸件质量公差等级数;字母(英文)则表示加工余量等级。例如,11~14/H,表示铸件尺寸公差、铸件质量公差为11~14级,加工余量为H级。
2.表中所给的铸件公差等级,适用于大于25mm的基本尺寸。对于小于25mm的基本尺寸,通常采用下述公差等级:对小于10mm的尺寸,精度可提高1~3级;对10~16mm尺寸,精度可提高1~2级;16~25mm,精度提高1级。
选取加工余量的图例如表9-6插图所示。零件材质为灰铸铁,手工造型,大批生产,尺寸公差为CT11~CT14级,加工余量等级为F~H级。选取结果见表9-6。标注方法:加工余量按GB/T6414—1999CT12—RMA7(H)。
表9-6 选取加工余量图例

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。