



【摘要】:模样与砂箱壁、箱顶(底)和箱带之间的距离称为吃砂量。表8-5~表8-9为确定吃砂量的参考值。静压造型的吃砂量比其他造型方法的小一些。又如,震击造型模样高度与砂箱边缘吃砂量的比为1.5∶1,而静压造型为3∶1。
模样与砂箱壁、箱顶(底)和箱带之间的距离称为吃砂量。吃砂量太小,砂型紧实困难,易引起胀砂、粘砂、掉砂、跑火等缺陷。吃砂量太大,增加型砂用量,经济上又不合理。
影响吃砂量的因素主要有:模样的大小,铸件质量,砂型强度、密度,是否有砂箱,浇注系统、冒口的布置和尺寸等,故在设计时应综合考虑。表8-5~表8-9为确定吃砂量的参考值。
模样平均轮廓尺寸可按式(8-1)计算
A=(L+B)/2 (8-1)
式中 A———模样平均轮廓尺寸(mm);
L———模样在分型面上的最大长度(mm);
B———模样在分型面上的最大宽度(mm)。
表8-5 按模样平均轮廓尺寸确定的吃砂量 (单位:mm)
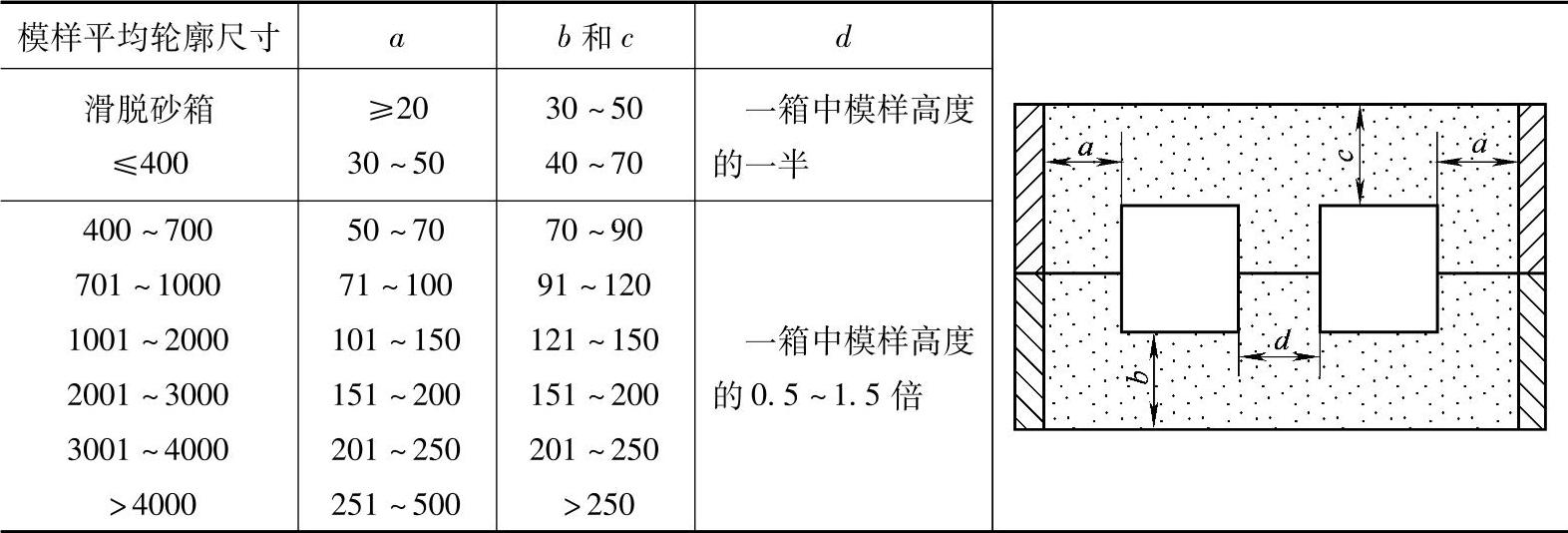
表8-6 按铸件质量确定的吃砂量 (单位:mm)
 (https://www.xing528.com)
(https://www.xing528.com)
表8-7 手工造型的吃砂量 (单位:mm)
表8-8 高压造型模样的吃砂量 (单位:mm)

表8-9 依模样高度的吃砂量最小值 (单位:mm)

在实际生产中,吃砂量的大小应根据具体生产条件(如紧实方法、加砂方式、模样几何形状等)对表中数值予以适当调整。例如,高压造型比其他造型方法的吃砂量要大一些。静压造型的吃砂量比其他造型方法的小一些。又如,震击造型模样高度与砂箱边缘吃砂量的比为1.5∶1,而静压造型为3∶1。
树脂砂型吃砂量比普通砂型小,模样与砂箱壁距离可取20~50mm,与砂箱上、下面距离取50~100mm。
此外,还必须对上箱顶面到铸件顶面的吃砂量认真核定,此距离过小则容易冲砂、跑火;过大容易产生气孔、浇不到或冷隔等缺陷。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。