



【摘要】:流动性是合金重要的铸造性能之一,说明了合金本身的流动能力。显然,合金的流动性好,其充型能力也好,可减少浇不到、冷隔等缺陷。为提高合金液的充型能力,应采用的措施有:正确选择合金成分,严格熔炼工艺,如精炼、变质等;采用低蓄热系数的造型材料、涂料;提高铸型温度;加强铸型的排气能力;对薄壁复杂铸件应适当提高浇注温度和浇注速度,选择有利于充型的浇注位置,增高充型压头,降低浇注系统的阻力等。
流动性是合金重要的铸造性能之一,说明了合金本身的流动能力。合金的流动性是采用浇注流动性试样的方法来判定的。流动性这一概念请不要与物理学中的流度(或流动性)相混淆。物理学认为,粘度小则流动性好;粘度大则流动性差,故用动力粘度的倒数来定义流度(或流动性)。铸造工作者关心的是炽热的合金液在规定的测试条件下,一边流动,一边冷却,直到停止流动,究竟能流到多远的地方,能充填的最小厚度是多大。铸造中所提出的流动性,其涵义是在规定的铸型条件和浇注条件下,能充填的试样的长度或薄厚尺寸。显然,合金的流动性好,其充型能力也好,可减少浇不到、冷隔等缺陷。
应用最广泛的是螺旋形流动性试样,如图6-1所示。表6-1为应用该法测定的常用合金的数据。
表6-1 常用合金的流动性(螺旋线长度)①
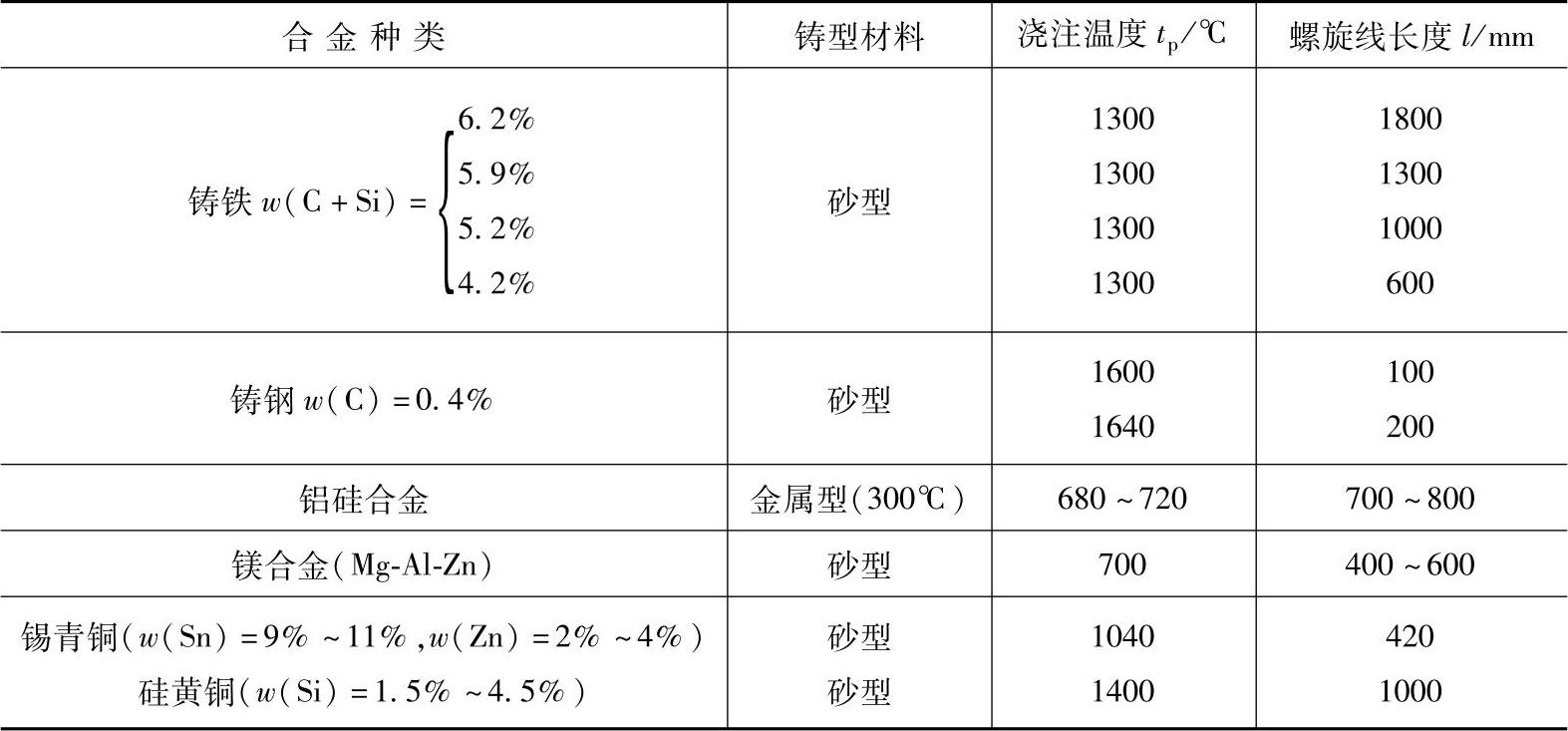
① 螺旋试样。沟槽断面8mm×8mm。(https://www.xing528.com)
为提高合金液的充型能力,应采用的措施有:正确选择合金成分,严格熔炼工艺,如精炼、变质等;采用低蓄热系数的造型材料、涂料;提高铸型温度;加强铸型的排气能力;对薄壁复杂铸件应适当提高浇注温度和浇注速度,选择有利于充型的浇注位置,增高充型压头,降低浇注系统的阻力等。
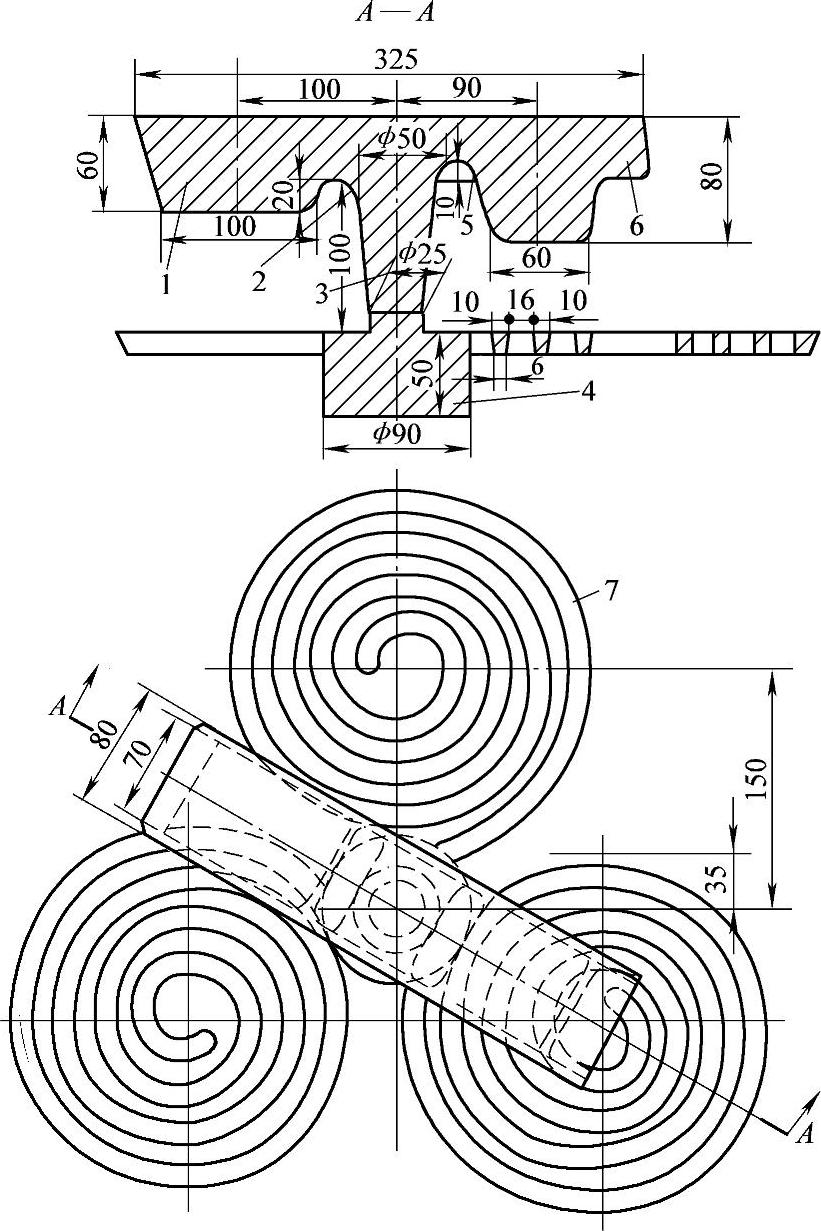
图6-1 螺旋形流动性试样
1—浇口杯 2—堤坝 3—直浇道 4—浇口窝 5—高坝 6—溢流道 7—螺旋
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。