



【摘要】:芯盒中的树脂砂继续受到芯盒的加热作用,树脂由塑性状态转化为固化状态,形成强度很高的薄壳型芯。目前国内外多用吹芯法制造壳芯,以顶吹法应用较多。顶吹法适用于形状复杂的大型芯,如气缸体的缸筒型芯,进排气管型芯等。底吹法制壳芯的工艺过程如图2-13所示,壳芯盒制芯多采用热塑性酚醛树脂为粘结剂的覆膜砂。表2-4壳芯盒制芯工艺参数
壳芯法是利用壳芯机将制备好的酚醛树脂覆膜砂吹入加热的芯盒内,并保持一定的结壳时间,使靠近芯盒壁的树脂受热熔融而粘结成一薄层砂壳,然后将芯盒中未熔融的覆膜砂倒回砂斗中。芯盒中的树脂砂继续受到芯盒的加热作用(这段时间称为固化时间),树脂由塑性状态转化为固化状态,形成强度很高的薄壳型芯。
目前国内外多用吹芯法制造壳芯,以顶吹法应用较多。这是因为顶吹法的机器有摇摆机构,多余的芯砂容易从壳芯中倒出的缘故。顶吹法适用于形状复杂的大型芯,如气缸体的缸筒型芯,进排气管型芯等。底吹法多用于形状简单的小型芯,如汽车滤清器的型芯等。
顶吹法制壳芯的工艺过程如图2-12所示。
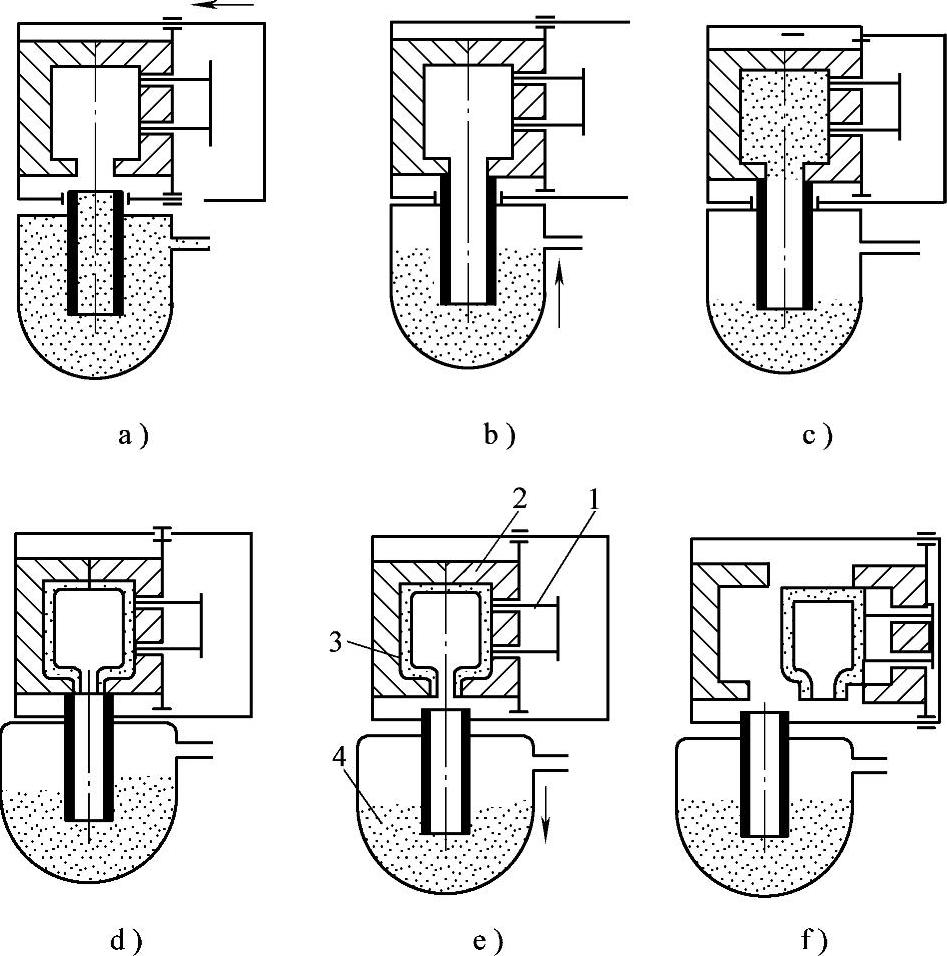
底吹法制壳芯的工艺过程如图2-13所示,壳芯盒制芯多采用热塑性酚醛树脂为粘结剂的覆膜砂。其主要缺点是:①树脂价格高,材料费用高;②固化时间长,生产率较热芯盒法低;③对大型芯,在金属液的热和压力作用下,有时出现穿漏现象;④制芯时有游离甲醛蒸气析出,有刺激性臭味,且浇注时产生气体多。

图2-12 顶吹法制壳芯工艺过程示意图
a)喷分离剂、关门 b)芯盒关闭 c)吹砂斗上升 d)翻转180°,吹砂结壳 e)摇摆倒砂(摇摆15°) f)吹砂斗下降固化 g)开盒 h)旋转开门,出芯
 (https://www.xing528.com)
(https://www.xing528.com)
图2-13 底吹法制壳芯工艺过程示意图
a)关闭芯盒 b)砂斗上升 c)吹砂结壳 d)排气倒砂 e)固化 f)开盒出芯
1—顶杆 2—芯盒 3—壳芯 4—砂子
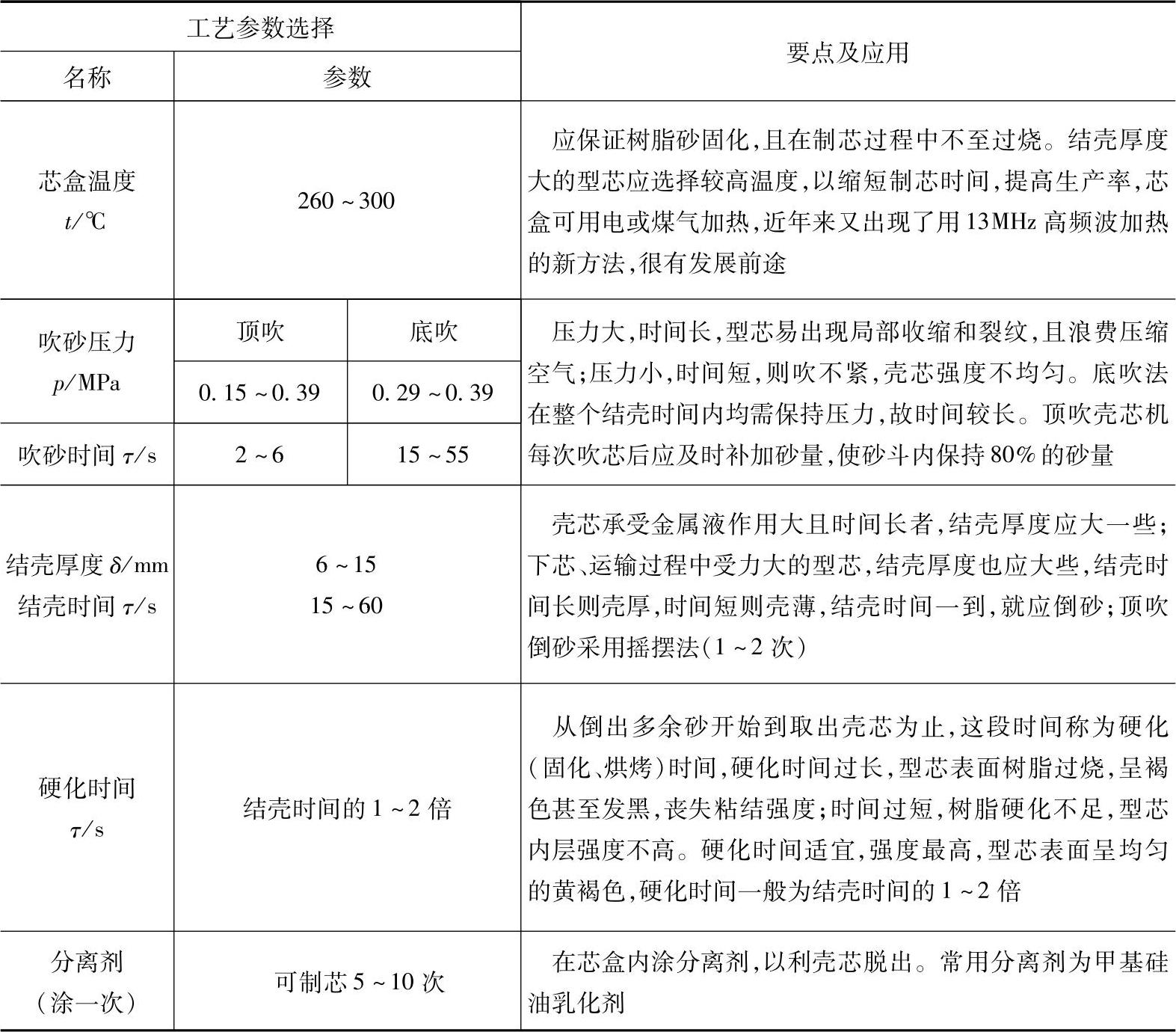
壳芯盒制芯的主要工艺参数见表2-4。
表2-4 壳芯盒制芯工艺参数
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。