



【摘要】:检查两半芯盒的夹紧装置是否牢靠,芯盒有无损坏和变形,检查芯盒尺寸是否正确。2)把芯盒对合后用夹紧装置夹紧,放在工作台上。图2-8对开式芯盒制芯过程1—定位装置2—芯砂3—芯骨4—通气针7)取下一半芯盒,如图2-8f所示,用手托住型芯再取走另一半芯盒,把型芯放在烘干板上。
1.工作准备
1)芯盒准备。法兰铸件的芯盒,型芯直径φ50mm,长度130mm,其中型芯主体长80mm,两端芯头各长25mm。还要准备烘干板以及芯骨等。检查两半芯盒定位销的配合是否良好,不可过松,也不可过紧。检查两半芯盒的夹紧装置是否牢靠,芯盒有无损坏和变形,检查芯盒尺寸是否正确。
2)芯砂准备。芯砂是粘土砂。
2.手工制芯过程
1)用掸笔清理芯盒内表面,必要时在芯盒内表面涂刷脱模剂,如图2-8a所示。
2)把芯盒对合后用夹紧装置夹紧,放在工作台上。
3)进行填砂和舂实,如图2-8b所示。
4)舂紧约70~80mm厚,把芯骨用泥或清水浸过后敲入(芯骨长度比型芯短10~20mm)芯骨两端要留出5~10mm的吃砂量,继续舂砂至满,如图2-8c所示。(https://www.xing528.com)
5)刮平上端面,用通气针沿型芯的中心部位扎出通气孔,如图2-8d所示。
6)打开芯盒上的夹紧装置,放平芯盒,轻轻敲动,使芯盒与型芯间产生间隙,如图2-8e所示。
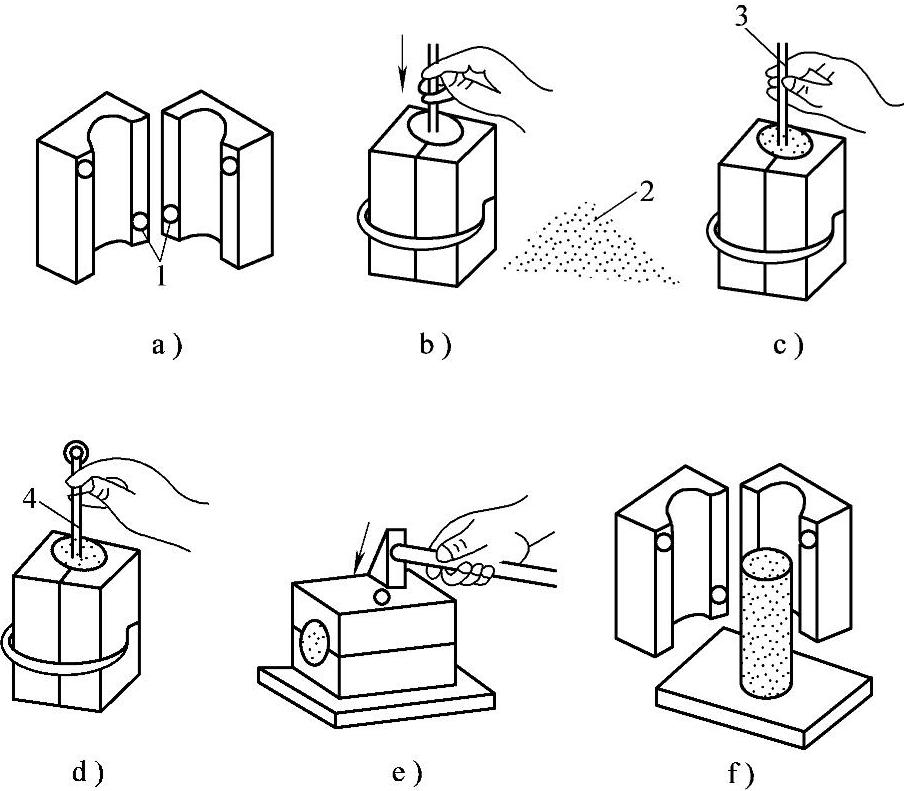
图2-8 对开式芯盒制芯过程
1—定位装置 2—芯砂 3—芯骨 4—通气针
7)取下一半芯盒,如图2-8f所示,用手托住型芯再取走另一半芯盒,把型芯放在烘干板上。
8)检查型芯紧实度是否均匀,气孔是否贯通。通气孔不得倾斜,更不能露出型砂工作表面。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。