



真空密封造型又称薄膜负压造型、减压造型、负压造型,简称V法(Vaccu-um-sealed molding process)。这种方法是借助铸型内外压力差使型砂紧实和成型的。
1.真空密封造型的工艺过程
工艺过程如图1-39所示。
1)制造带有抽气箱和抽气孔的模板。
2)将烘烤呈塑性状态的塑料薄膜覆盖在模板上。真空泵抽气使塑料薄膜密贴在模板上成型,如图l-39a所示。
3)将带有过滤抽气管的砂箱放在已覆好塑料薄膜的模板上。
4)向砂箱内充填没有粘结剂和附加物的干硅砂,借微震使砂紧实,刮平,放上密封薄膜打开阀门抽去型砂内的空气,使铸型内外存有压力差(约300-400mm Hg[1])。由于压力差的作用使铸型具有较高的硬度,砂型硬度计读数可达95左右,如图l-39b所示。
5)去除模板的真空度进行起模。铸型要继续抽气直到浇注的铸件凝固为止。依上法制出上下半型。
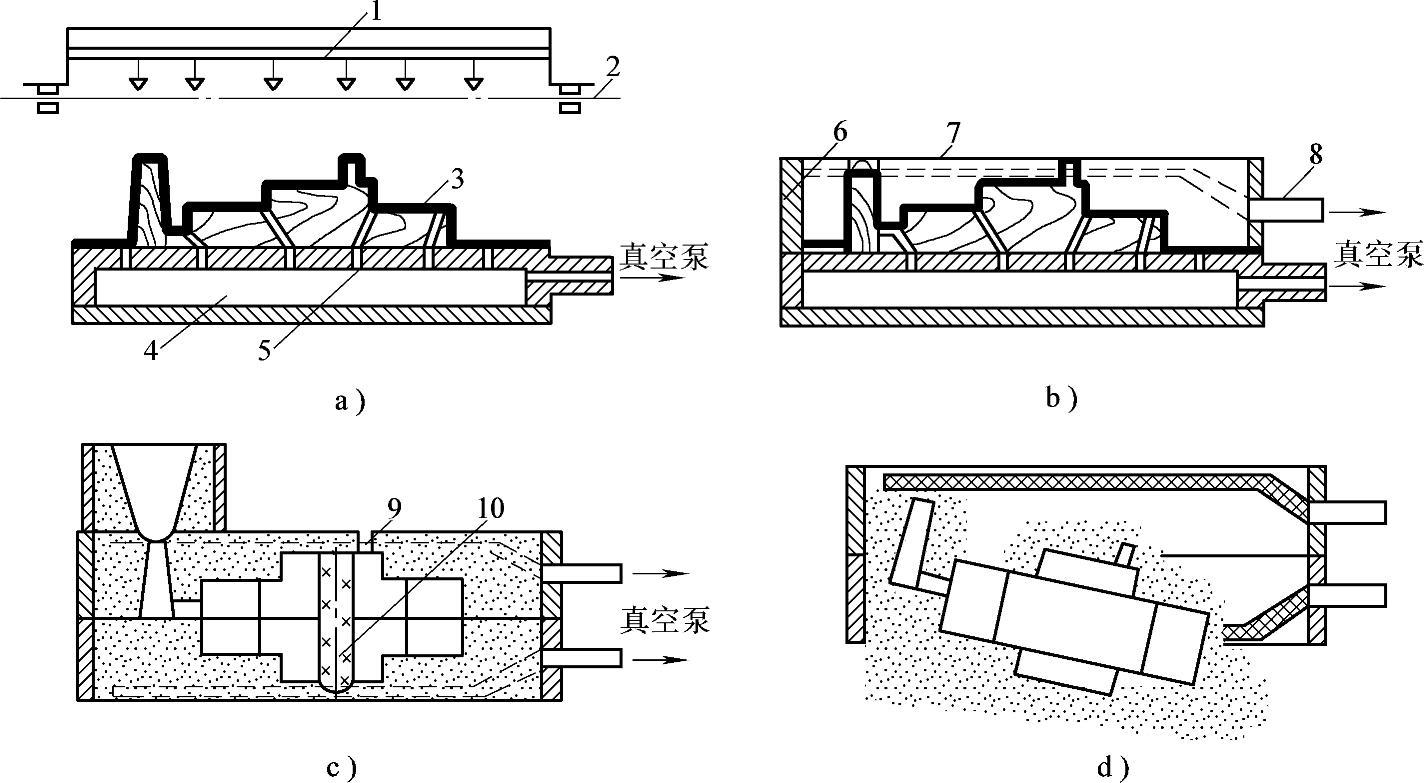
图1-39 真空密封造型工艺过程示意图
1—发热元件(远红外线板) 2—塑料薄膜在烘烤时的位置 3—塑料薄膜 4—抽气箱 5—抽气孔 6—金属砂箱 7—密封用薄膜 8—过滤抽气管 9—通气道 10—型芯
6)下芯、合型、浇注,如图1-39c所示。
7)待金属凝固后,停止对铸型抽气,型内压力一接近大气压,铸型就自行溃散如图1-39d所示。
可以使用一般型芯,也可以应用真空造型法制造的型芯。
真空造型法制芯:用有抽气箱的芯盒,并在芯盒覆膜后加砂前,通过芯头位置在芯盒内适当位置放入过滤抽气管,就可以用上述程序制出型芯。过滤抽气管除了抽气作用外,还起着芯骨的作用。
2.真空密封造型的优缺点
(1)优点
1)由于型腔内覆有薄膜,用较细的干砂,铸型硬度高且均匀,容易起模,不需要重敲或振动,所以铸件表面光洁,轮廓清晰,尺寸精确。
2)设备简单,节约投资,减少运行和维修费用。省去了粘结剂、附加物及混砂设备,只靠微震紧实砂型,稍加振动就可落砂,旧砂只需过筛去除杂质、冷却并除去过量细粉即可回用,回用率可达95%以上。一般说来,V法的主要设备比湿型用的抛砂机设备便宜约30%,设备所需动力为湿型生产的60%,劳动力减少约35%。
3)模样和砂箱的使用寿命较长。
4)金属利用率高。在真空造型中,金属液的流动性较好,充填能力强,可以铸出3mm左右的薄壁件,因此现有的某些产品的壁厚可以减薄。由于铸型硬度高,冷却慢,有利于金属液补缩,故可减小冒口尺寸,提高铸件成品率,减小铸件加工余量。
(2)缺点和进一步有待解决的问题
1)造型操作复杂,小铸件的造型生产率不易提高。
2)从造型、合型、浇注直到铸件落砂,都要对铸型保持抽气,这对实现机械化带来一定困难。受塑料薄膜的伸长率和成型性的限制,影响该方法应用范围的扩大。目前国内外都在进行塑料成膜的研究,以求解决复杂模样上的覆膜问题。
3)用硅砂造型必须解决粉尘问题和砂子的冷却问题。
真空密封造型法问世以后,引起各国铸造界的重视,发展较快。据报道,日本已生产出达784kg的球墨铸铁件、11.8t的铸钢锚、950kg的高锰钢链轮等。我国已铸出重1080kg的C620床身,475C型汽油机缸体、缸盖,铸钢阀门和钢琴架等以及非铁金属铸件。
3.工艺设计中应注意的几个问题(https://www.xing528.com)
(1)浇注位置和分型面 平做立浇工艺便于在模板上覆膜。由于直浇道和通气道模样是平放在模板上的,覆膜容易,而且砂型中没有大的跨空部分。例如,可锻铸铁的千斤顶外壳铸件,原用湿型铸造时采用水平分型工艺,铁液由直浇道、横浇道经补缩冒口,由两端法兰进入型腔(图1-40a);用真空密封造型法则改为垂直分型面,平做立浇。铁液由直浇道、内浇道从下法兰进入型腔(图1-40b)。该方案铸出的铸件,经破坏性检查没有发现缩孔、缩松。这和铸型硬度高以及铁液在真空铸型中冷却慢有关。
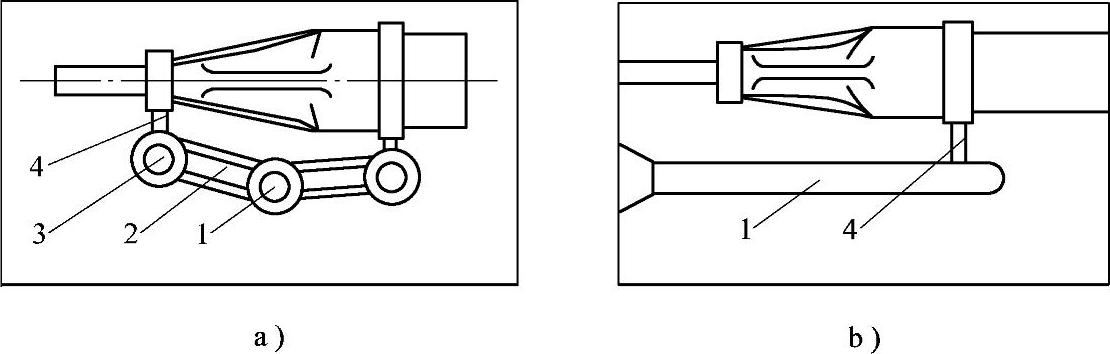
图1-40 千斤顶外壳铸件模板示意图
a)湿型铸造,水平分型的模板 b)真空密封造型用垂直分型的模板
1—直浇道 2—横浇道 3—冒口 4—内浇道(补缩颈)
(2)浇注系统 一般认为底注式浇注系统较为可靠。但采用其他形式也有浇成铸件的实例。
浇注系统宜应用开放式,而不宜应用封闭式。要避免液体金属以高速度进入型腔,产生回流或喷溅,以免过多、过早地烧失薄膜,引起塌箱或其他缺陷。对于平做平浇的铸型,可以用增大内浇道断面积或增多内浇道的数目的方法来解决塌箱问题。
应避免让金属液在充型过程中大面积的烘烤型腔面,否则容易塌箱。故在浇注大平面铸件时,最好用倾斜的浇注位置。
(3)通气道 在型腔上开设通气道是不可忽视的问题。通气道形状和普通砂型出气冒口相似,但它除了有排出型腔内的气体作用以外,更重要的作用是使未被金属液充填的型腔部分连通大气,使其与铸型内负压之间保持一定的压力差,以维持铸型的形状和硬度。
通气道的断面通常大于、等于内浇道总断面积的一半。厚度为该铸件壁厚的2/3左右。有一定厚度的要求是为了推迟通气道的凝固时间,防止气孔。此外,通气道使金属的流动具有方向性。
(4)型芯的排气 V法不设置型芯的排气道,以免外界的气体由排气道进入铸型内,降低了真空度。
(5)铸型的紧缩 铸型由于真空力而缩紧,在铸型和模样之间产生间隙,一般型腔尺寸比模样扩大约0.5mm。要想得到高精度的铸件,应考虑铸型的紧缩。
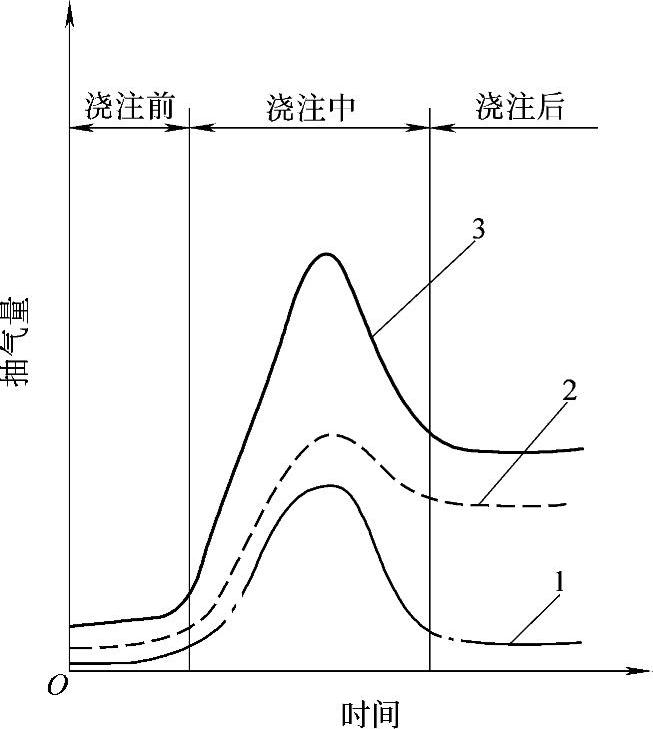
图1-41 浇注冷却期间铸型抽气量的变化示意图
1—下箱 2—上箱 3—上箱+下箱
为了消除由于铸型紧缩在分型面处出现飞翅,在型板上放置砂箱下框的位置,加放橡胶框,厚度可为2mm。这样铸型的分型面就高出分箱面,合型时上、下箱凸出的砂面相接触,消除了飞翅,防止跑火。为了保证型腔尺寸,建议应用模样的“负余量”,即将模样尺寸减去紧缩量。
(6)抽气量 真空泵的抽气量不足,浇注时要维持铸型的真空度而不塌箱是困难的。如图1-41所示,浇注前由铸型抽走的空气量是薄膜与砂箱周边相接合部分的漏气量,影响抽气量的决定性因素是薄膜与砂箱周边相接合部分的长度和结合程度。浇注过程中的抽气量还包括了型腔内薄膜被金属液烧失造成的漏气量、砂中少量水分所形成的水蒸气以及薄膜烧失时产生的气体,因此抽气量随金属液与型腔壁相接触的线长度和由于金属液的辐射热使薄膜熔失的面积而变化,当两者达最大时就显示出最大的抽气量。影响抽气量的因素有:砂箱尺寸,硅砂的粒度及分布,真空度,是否刷有涂料,造型箱数,浇注位置及浇注系统形式,等等。因此,就是同一铸型每次实测值都可能是不同的。
4.几种常见缺陷及防止措施
(1)机械粘砂 真空密封造型法铸造生产的铸铁件容易出现机械粘砂。由于没有湿型中那种保护性气膜,铁液粘度小,处于液态时间长,在真空吸力作用下容易渗入砂粒间隙中形成机械粘砂。砂子粗、铸件厚则粘砂程度更严重。
防止措施有:采用较细的砂粒,浇注温度取下限,提高铸型紧实度,适当降低真空度,在薄膜上涂以快干涂料等。
(2)塌箱 塌箱是由于铸型的密封性受到损害引起的。下芯擦破薄膜,浇注时型腔薄膜熔失较快,型砂太粗,真空泵抽气量不足等原因,使型内外压力差在短时间内消失,造成塌箱。
防止措施:浇注要平稳,要充满直浇道,薄膜搭接处应密封好,采用开放式浇注系统,薄膜与模样覆膜后无残留弹性等,都有利于提高铸型的密封性,可以避免塌箱。
(3)铸件出飞翅和增厚 由于型砂紧实度不够,垂直分型的砂箱背板有弹性,在真空力作用下铸型紧缩等原因,致使铸件出飞翅和增厚。
防止措施:加强铸型紧实,在型板上放橡胶垫使分型面高出分箱面,采用模样负余量等。
(4)气孔、渣孔 一般是由于薄膜过厚,或者成分上的原因使薄膜燃烧缓慢或不完全,在金属液凝固以前产生的气体进入金属液,而未能浮出引起的。浇注速度过快容易出现这类问题。
防止措施:选用合适的薄膜,注意保持浇注平稳,避免涡流、卷渣、卷气,使充填速度不超前于气体的逸出速度。正确的浇注,很少出现气孔缺陷。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。