



1.对型砂的要求
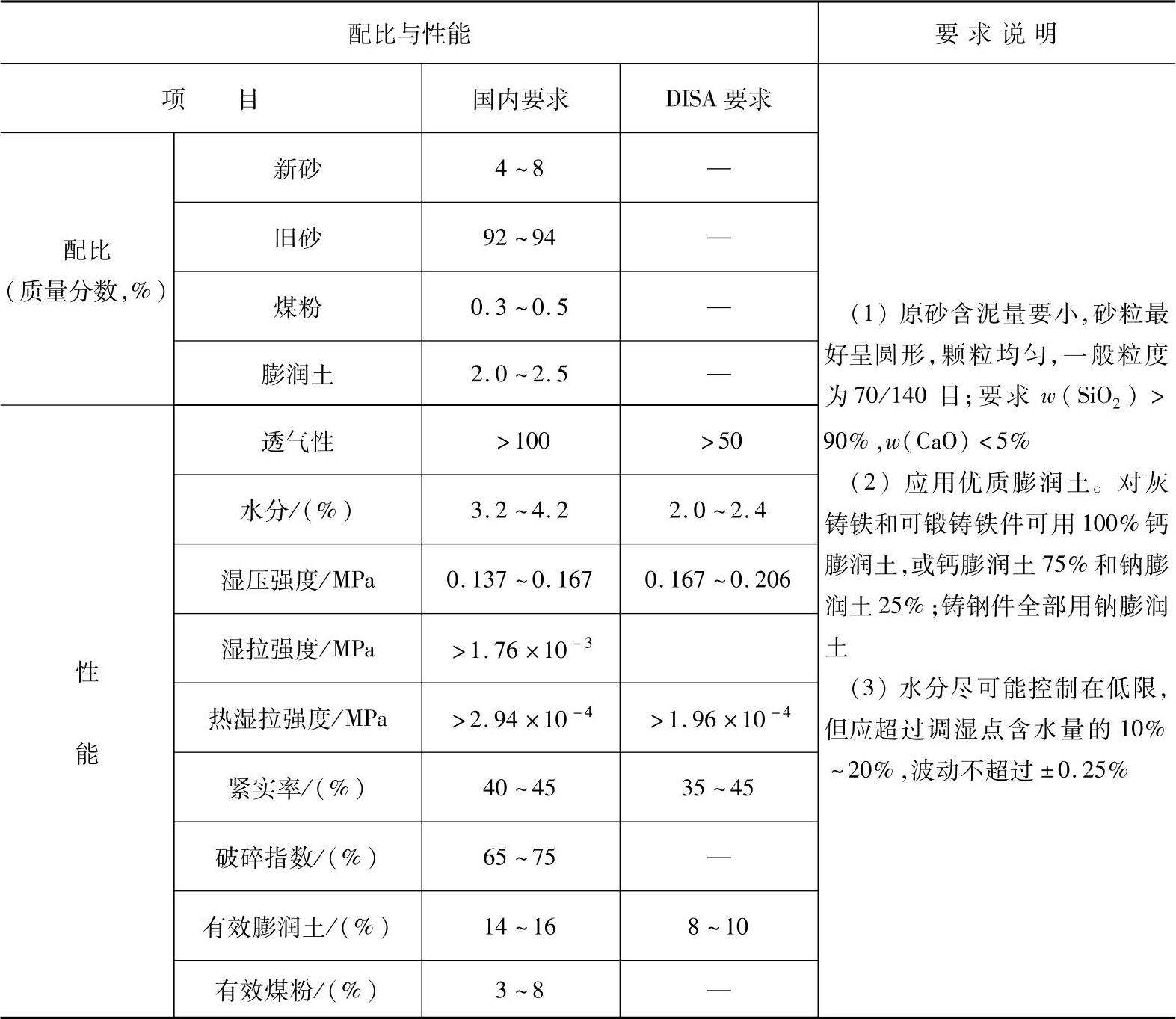
为了减少砂型的反弹性变形,并使之容易起模和落砂,保证铸件质量,对无箱射压造型的型砂,国内外提出如表1-4所列的要求。
表1-4 无箱射压造型用砂的要求
2.射砂压力和比压的选择
小尺寸砂型的DISA造型机,如DISAMATIC2011(砂型尺寸为500mm×400mm×300mm)、DISAMATIC2013(砂型尺寸为600mm×480mm×300mm),采用一次射砂,射砂压力为0.2~0.3MPa。砂型较大的DISA造型机,如DISAMATIC2032(砂型尺寸为750mm×600mm×400mm)、DISAMATIC2070(砂型尺寸为950mm×700mm×560mm),为了使砂型紧实度更均匀,采用两次射砂,用两个射砂阀,开启时间间隔0.1~0.2s;第一次射砂时间为0.2s,第二次射砂时间为1~1.5s;射砂压力为0.4MPa。射砂后硬度可达70左右。
最早的DISA造型机,由于合型时砂型系列的移动,全靠正压模板的推动力,因此,要求砂型能承受很大的压力。除要求型砂有很高的抗压强度外,还要求采用较高的比压,故最高比压为2.9MPa。比压过高,会出现反弹性变形等问题。较新式的机器,如DISAMATIC2062、国产XZZ416都采用了AMC或PMC自动铸型同步夹持输送机,它能承担起砂型系列向前移动所需力的90%。这样主机压实缸推出正压模板向前移动推动砂型并合型时,只需承担砂型系列总移动力的10%。这样,对型砂抗压强度的要求也有所降低,而且新机型的比压可在1.0~1.6MPa范围内选择。最新的DISA280:砂型尺寸850mm×1200mm×(250~675)mm;无型芯时生产率为360型/h,有型芯时为280型/h;最大型芯质量(包括下芯框)250kg;最大浇注质量200kg/型(铸铁件)。
3.模板利用率和铸型最低抗压强度之间的关系
模板利用率U的定义(L、H的意义见图1-29)是

式中,A(图1-29中斜线部分)代表模样、浇注系统、通气道等在分型面上的投影面积。
为了防止推裂砂型,必须根据砂型抗压强度对模板利用率加以限制。型砂抗压强度高,则模板利用率可以提高。这正是垂直分型无箱造型特别重视型砂湿压强度的原因。模板利用率过高或型砂湿压强度过低,会导致第一块砂型被压碎或砂型系列推不动。简单的DISA造型线的模板利用率为40%~50%;当采用AMC或PMC系统时,模板利用率扩大到50%~60%。

图1-29 模板利用率示意图
4.模板布置原则和模板高度限制
模样在模板上布置时应考虑到:
1)要尽量提高模板利用率,同时要保证砂型抗压强度。
2)造型室底板的磨损会造成正压模板起模的困难,故形状比较复杂、起模斜度小或砂胎较高的模样,应布置在反压模板上。
3)为了获得必要的砂型紧实度和抵抗浇注时金属液的作用力,模样必须有合理的吃砂量。合理的吃砂量与模样的高度有关,可按表1-5中的经验数据选用。
表1-5 垂直分型无箱造型的吃砂量 (单位:mm)

注:X—ZZ415、X—ZZ416是我国造型机型号;(DISAMATIC2011)、(DISAMATIC2013)为DISA公司造型机型号。
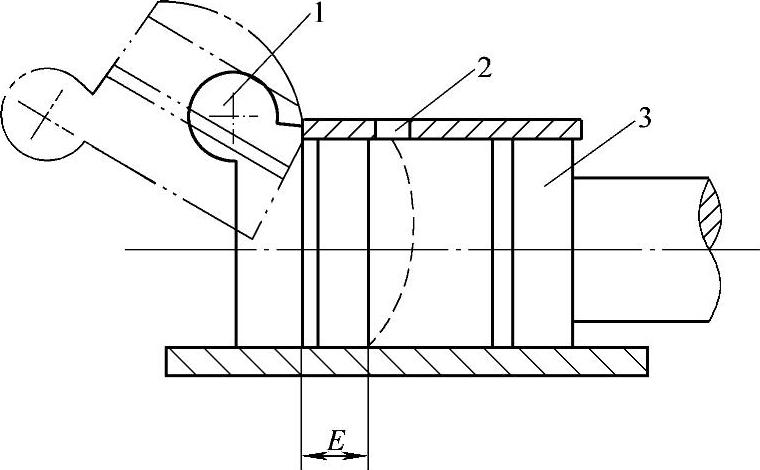
图1-30 反压模板摆动曲线形成过程
1—反压模板 2—射砂孔 3—正压模板
模样高度应受以下两种情况的限制。
1)模样高度应在反压模板起模摆动曲线范围之内。模样、模板最大高度之和要受造型机结构限制,不同型号造型机的反压模板,起模后有不同的摆动曲线,如图1-30所示。如果模样过高,处于摆动曲线之外,则模样必然碰撞造型室上部边缘,把模样或机器撞坏。因此,要求模样布置低于图1-30及图1-31所示的虚线位置。
2)模样顶部不能对着射砂孔。否则影响射砂效果,而且严重磨损模样。所以射砂孔下方位置的模样高度不能只略低于摆动曲线。(https://www.xing528.com)
推荐:当采用标准模板厚度(20mm)时,反压模板厚度与模样高度之和应小于E(图1-30中E尺寸)。对DISAMATIC 2011型E为115mm,对DISAMATIC2013型E为135mm。

图1-31 DISAMATIC2011、DISAMATIC2013造型机模板摆动曲线
5.芯头结构和下芯方法
下芯时用手工将型芯放在下芯机(摆动式或平移式)的下芯框中,下芯框的每个芯头座钻有1~2个小孔,它与真空泵相通吸住型芯,然后下芯框摆动90°或平移至造型机台面进行下芯。此时,下芯框通以压缩空气,促使型芯与铸型结合并离开下芯框。为了确保型芯能呈直立状态稳固地留在砂型内,而不至于掉落下来,要求每个型芯的上芯头做出挂钩结构,如图1-32所示。挂钩芯头的结构形式和尺寸如图1-33所示。
由于造型节拍很短,要求下芯迅速。在一型多件的情况下,可把单个型芯芯头互相连接,变为较大型芯。每型的下芯数目一般不多于六个。当型芯少而简单时,也可不用下芯机,直接用手工下芯。
注意:挂钩芯头一定要布置在正压模板一侧,这是因为型芯只能下在正压模板所形成的型腔内。
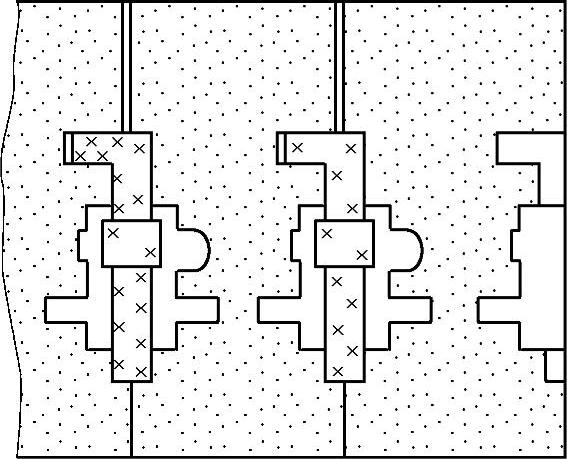
图1-32 芯头挂钩的结构

图1-33 挂钩芯头的形式、尺寸
a)圆锥形挂钩(d=0.75D,H=1.5D) b)梯形挂钩
6.加强砂型的通气
为了避免铸件产生气孔等铸造缺陷,在铸型分型面上、芯头处及型腔四周做出通气道,从砂型的侧面上部或顶面接通大气。通气道一般宽5~10mm,深4~6mm。
7.造型室深度
造型室深度是正压模板与反压模板工作面之间的距离,即图1-34中所示的尺寸L。
造型室深度的确定原则是:防止正压模板和反压模板上模样相撞,保证紧实后型块两面型腔之间的距离≥70mm。因此模样总高度增大,造型室深度也应增加。造型室深度L按式(1-2)计算

式中 lm———两半模样总高度,lm=P+Q。P、Q分别为两半模样高度(mm);
N———压实后两型腔之间的最小距离(mm),要求≥70mm;
K———砂型的压缩率。计算时K值取25%, 100%;
100%;
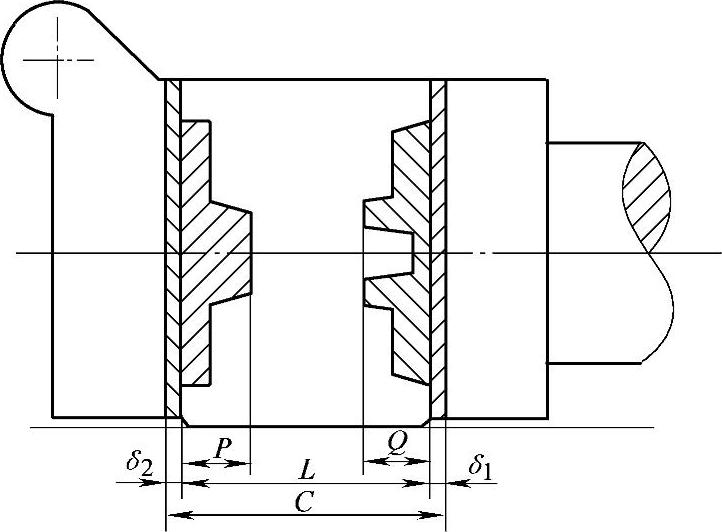
图1-34 造型室深度与模样高度的关系
T———砂型厚度(mm)。
造型室深度决定于砂型厚度,其大小在使用中还要根据砂铁比(砂型质量/铁液质量)加以调整,砂铁比太小,型砂温度将升高。
机器的最大造型室深度C,对不同型号的机器各不相同,可参考有关机器说明书。
最新的先进方法是采用电脑控制的自动调节造型室深度,以防止两块模板相撞。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。