



水平分型高压造型法与垂直分型法比较,适应性广,因为浇注系统、型芯结构方面没有特殊要求,能够沿用原有的普通机器造型工艺、模样和芯盒等;下芯方便,对型砂性能方面的要求相对较低。水平分型高压造型分为有箱和脱箱两类。
1.水平分型有箱高压造型
依填砂方式分为机械(重力)加砂的普通高压造型和射砂填砂的射压高压造型。普通高压造型机的压头形式有平压头、成型压头、弹性(胶皮充气)压头和多触头压头等几种。如图1-15b、c、d所示的三种压头能与模样上的不同高度相适应,可使不同高度的砂柱获得基本相同的压缩率,使砂型的紧实度分布均匀。
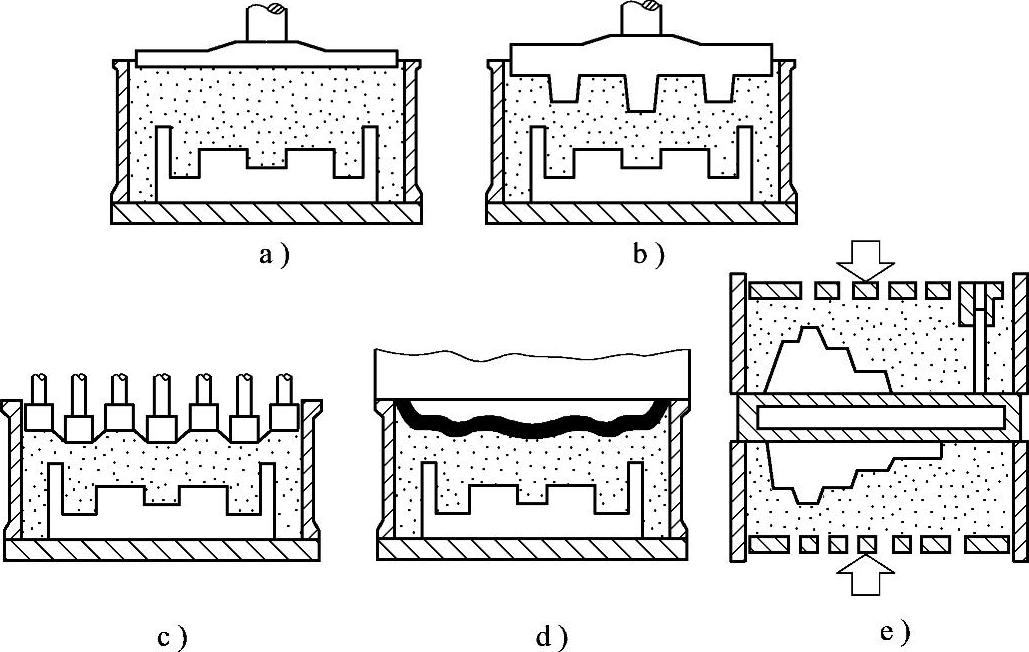
图1-15 水平分型高压造型用的几种压头形式
a)平压头 b)成型压头 c)多触头 d)弹性压头 e)无箱造型用的射砂平压头
多触头高压造型应用最广泛,具有代表性。压实时附加微震,可提高紧实效果,降低对比压的要求。使用机械(重力)填砂的普通多触头高压造型的工艺过程如图1-16所示。
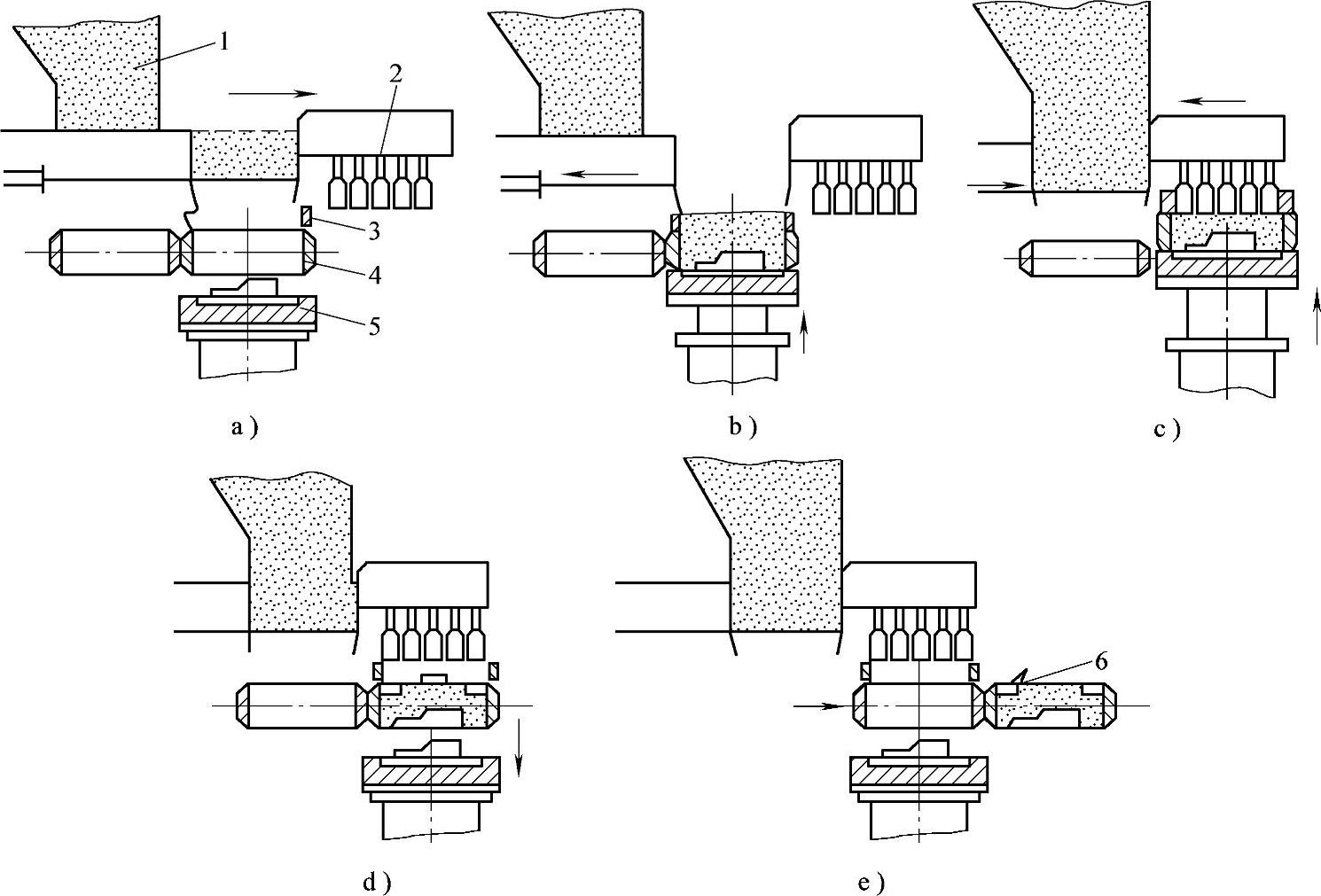
图1-16 多触头高压造型工艺过程
a)准备加砂 b)加砂 c)压实 d)脱模 e)推出铸型
1—砂斗 2—多触头 3—填砂辅助框 4—砂箱 5—模板 6—刮砂板(https://www.xing528.com)
多触头高压造型多用于砂箱尺寸超过1000mm×800mm×300mm、批量大、质量要求高的铸件。已知最大的多触头造型机的砂箱尺寸达2900mm×1700mm×500/400mm,压实力8.33MN。我国已定型生产多触头高压造型机和成套造型线。
射压有箱高压造型线主要特点是:生产率高;由于是射砂填砂,故铸型紧实度更均匀;但能量消耗大,对砂箱等的加工精度要求高。多用于中小铸件。
2.水平分型脱箱高压造型
水平分型脱箱高压造型有射压式和震压式两类。按机器工位分,有单工位和多工位两类。用射砂填砂,提高了砂型的初始紧实度,有利于获得均匀的高紧实度铸型。日本东久公司的AMF—Ⅲ是一种两工位射压式脱箱造型机(图1-17),采用垂直方向顶射加砂,保证了紧实度的均匀性。其工艺过程如图1-18所示。
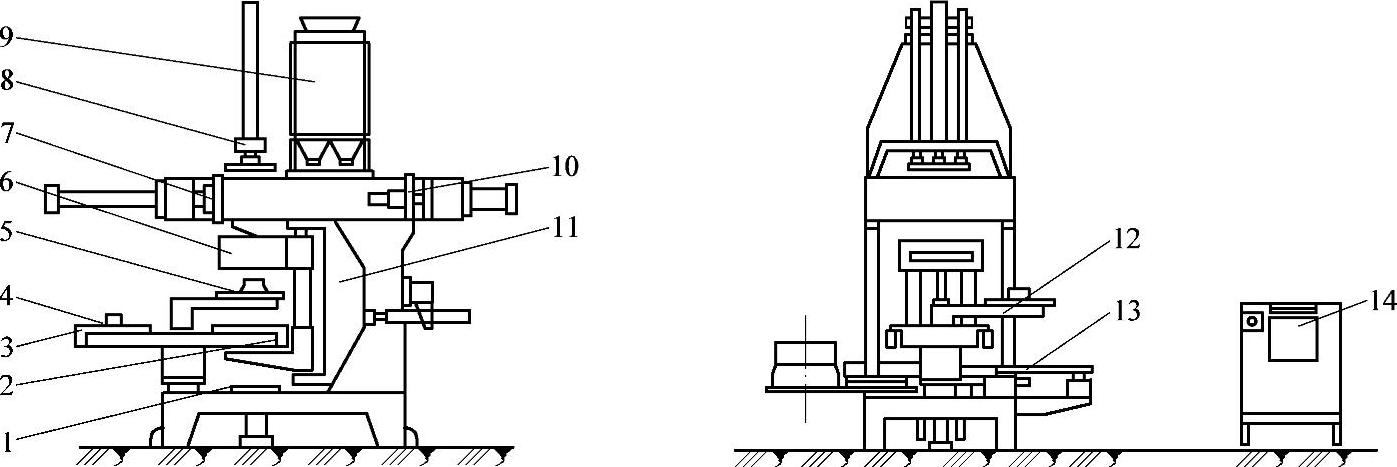
图1-17 AMF—Ⅲ型造型机构造简图
1—接模装置 2—下箱 3—下型 4—下芯2位 5—模样 6—上箱 7—下压实装置 8—捅箱装置 9—射砂装置 10—上压实装置 11—翻转装置 12—模样旋转装置 13—推模装置 14—控制盘
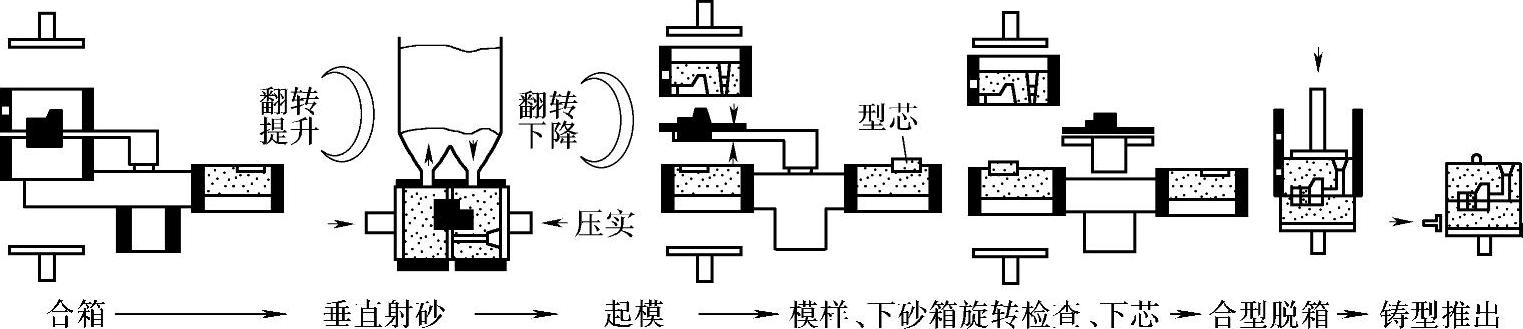
图1-18 AMF—Ⅲ造型机工艺过程示意图
水平分型脱箱造型线占地面积小,约是普通机器造型线的1/3;投资少,约为相应生产能力的有箱造型线的50%,但比垂直分型无箱造型线贵;砂型紧实度高而且均匀;更换模板与下芯方便,生产率高;可沿用原有水平分型工艺和部分工装。适用于型芯较多、形状复杂、多品种、批量生产的中小铸件。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。