



弧焊整流器是一种将交流电转换成直流电的焊接电源。常用的有动圈式、磁放大器式和可控式弧焊整流器。根据整流方式的不同,可分为硅整流焊机和晶闸管整流焊机。
(1)动圈式弧焊整流器的特点
动圈式弧焊整流器由三相高漏抗动绕组变压器、整流器组、转换开关和阻容保护环节等组成。为了使三相平衡,变压器铁心及绕组的布置如图8-7所示,一次绕组固定在铁心下部,二次绕组安装在星形支架上。借助手柄转动丝杠,支架即能上下移动,改变一、二次绕组间的距离,即改变绕组间的耦合,从而改变焊机电流的大小。一、二次绕组间距离增大,耦合减弱,焊接电流减小,反之焊接电流增大。动圈式弧焊整流器采用三相动绕组来调节电流,可获得到陡降的外特性。
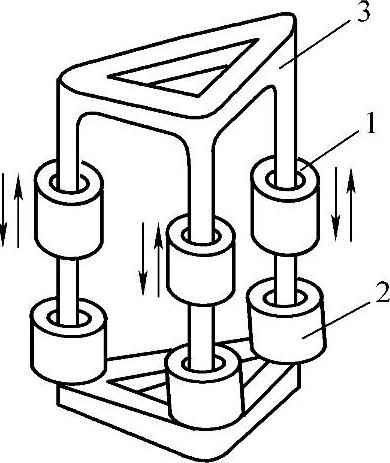
图8-7 动圈式弧焊整流器绕组布置示意图 1—二次绕组 2—一次绕组 3—铁心
(2)磁放大器式弧焊整流器的结构特点
磁放大器式弧焊整流器主要由电源变压器、磁放大器、硅整流器组和输出电抗器等组成。电源变压器由三相电网供电,一、二次绕组的接法为 -△联结。硅整流器接成三相桥式。磁放大器为电流正外反馈式,控制功率小,瞬时冲击电流小。改变反馈绕组匝数,可获得不同的陡降外特性。适当选择反馈绕组匝数,可得到理想的外特性曲线。焊接电流调节分粗调、细调两种。粗调有两挡,是利用转换开关将磁放大器工作绕组接在变压器二次侧三角形之中或之外,以改变工作绕组的电压而获得的。电流细调是通过调节面板上的电位器,改变磁放大器的励磁电流来实现的。
-△联结。硅整流器接成三相桥式。磁放大器为电流正外反馈式,控制功率小,瞬时冲击电流小。改变反馈绕组匝数,可获得不同的陡降外特性。适当选择反馈绕组匝数,可得到理想的外特性曲线。焊接电流调节分粗调、细调两种。粗调有两挡,是利用转换开关将磁放大器工作绕组接在变压器二次侧三角形之中或之外,以改变工作绕组的电压而获得的。电流细调是通过调节面板上的电位器,改变磁放大器的励磁电流来实现的。
(3)硅整流弧焊整流器的结构特点
硅整流弧焊整流器(硅整流弧焊机)由三相变压器、饱和电抗器、硅整流器组、输出电抗器等组成。三相变压器把交流电降至几十伏的三相交流电;硅整流器组利用硅元件把三相交流电变为直流电,供焊接使用;饱和电抗器相当于一个很大的电感,空载时,没有焊接电流通过,因此不产生压降,电源输出较高的空载电压。焊接时,由于饱和电抗器通过交流电,且电流越大压降也越大,从而使电源获得陡降的外特性。焊接电流的调节是借助面板上的焊接电流控制器来进行的。通过它来改变饱和电抗器控制绕组中的直流电的大小,使铁心中的磁通发生变化。增大直流绕组中控制电流的数值,则饱和电抗器产生的电压降减小,使焊接电流增大;反之,焊接电流将减小。
(4)晶闸管式弧焊整流器的特点
晶闸管式弧焊整流器(晶闸管整流弧焊机)是以晶闸管作为开关元件并整流(取代硅二极管),可取代直流弧焊发电机、磁放大器式、抽头式及硅整流式直流弧焊电源,用于焊条电弧焊、气体保护焊和埋弧焊。
晶闸管式弧焊整流器采用晶闸管整流,电源效率较高、耗材少、省电、动特性良好,当电网电压波动时,可以通过电流补偿,保证焊机电流稳定。该类焊机适用于所有牌号焊条的直流焊条电弧焊接。
晶闸管式弧焊整流器的主要工作特点如下:
1)动态特性好:由于内部电感小,因此电磁惯性小,反应速度快。用于平特性电源时可满足其短路电流增长速度,用于下降特性电源时不易产生过大的电流冲击。其输出电抗器除用于滤波外,也有改善动特性的作用。
2)控制性能好:可用极小的控制功率进行控制,通过不同的反馈方式可获得多种外特性形状,电流、电压可在较大的范围内均匀快速地调节,且易于实现对网络电压的补偿。(https://www.xing528.com)
3)电源中加有连弧操作和断弧操作选择装置,可以实现连弧和断弧操作的选择。选择连弧时,可保证电弧拉得很长而不熄弧。选择断弧时,配以适当的推力电流,保证焊条与焊件刚刚一碰就引燃电弧,当电弧拉的一定长度时就熄灭,并且断弧的长度可调。
4)电源控制板全部采用集成电路元件,一旦控制板出现故障,只需更换备用板即可,维修很方便。
5)比直流弧焊发电机节能、节材、噪声小。
6)电路较复杂,使用电子元件较多,常由于电子元器件本身的质量或组装质量差,而导致焊机故障,降低使用寿命。
(5)逆变式弧焊整流器的特点
逆变(变频)式弧焊整流器(逆变弧焊电源)是一种节能弧焊电源,具有体积小、电弧稳定性较好、焊接质量好、操作容易、维修方便等优点。适用于需要频繁移动焊机的场所。
逆变弧焊整流器通常采用三相交流电源供电,380V交流电经过三相全波整流后,变成600Hz的高压脉冲直流电,经过滤波变频后,变成几百Hz到几十kHz的中频高压交流电,再经过中频变压器降压,整流后变成低压直流电。通过这一系列的逆变过程,实现了整机的闭环控制,改善其焊接性能。
根据逆变器所采用的开关元件不同,可分为晶闸管式、晶体管式、MOSHET(场效应晶体管)式和IGBT(绝缘栅双极型晶体管)式。
逆变式弧焊整流器具有以下优点。
1)高效节能:焊机效率可达80%~90%,功率因数可达0.95以上。空载时其他电器基本不工作,只有几十瓦左右的消耗,大大节约了电能。
2)重量轻、体积小,节材显著。因为变压器用材与工作频率成反比,所以使中频变压器的重量仅为工频变压器的1/10,整机重量为其他弧焊电源的1/5~1/10。体积则为其他弧焊电源的1/3左右。
3)由于开关速度比晶闸管又高一个数量级,故极大地改善了电源的动态品质和弧焊工艺性能。正常焊接时,当由于某种原因电弧突然缩短,电弧电压降到某一数值时,输出电流增大,加速熔滴过渡,电弧仍然能够稳定燃烧,不会发生焊条与焊件粘黏的现象。
4)电流显示系统为数字显示,具有很强的电网波动补偿系统,焊接电流精度高。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。