



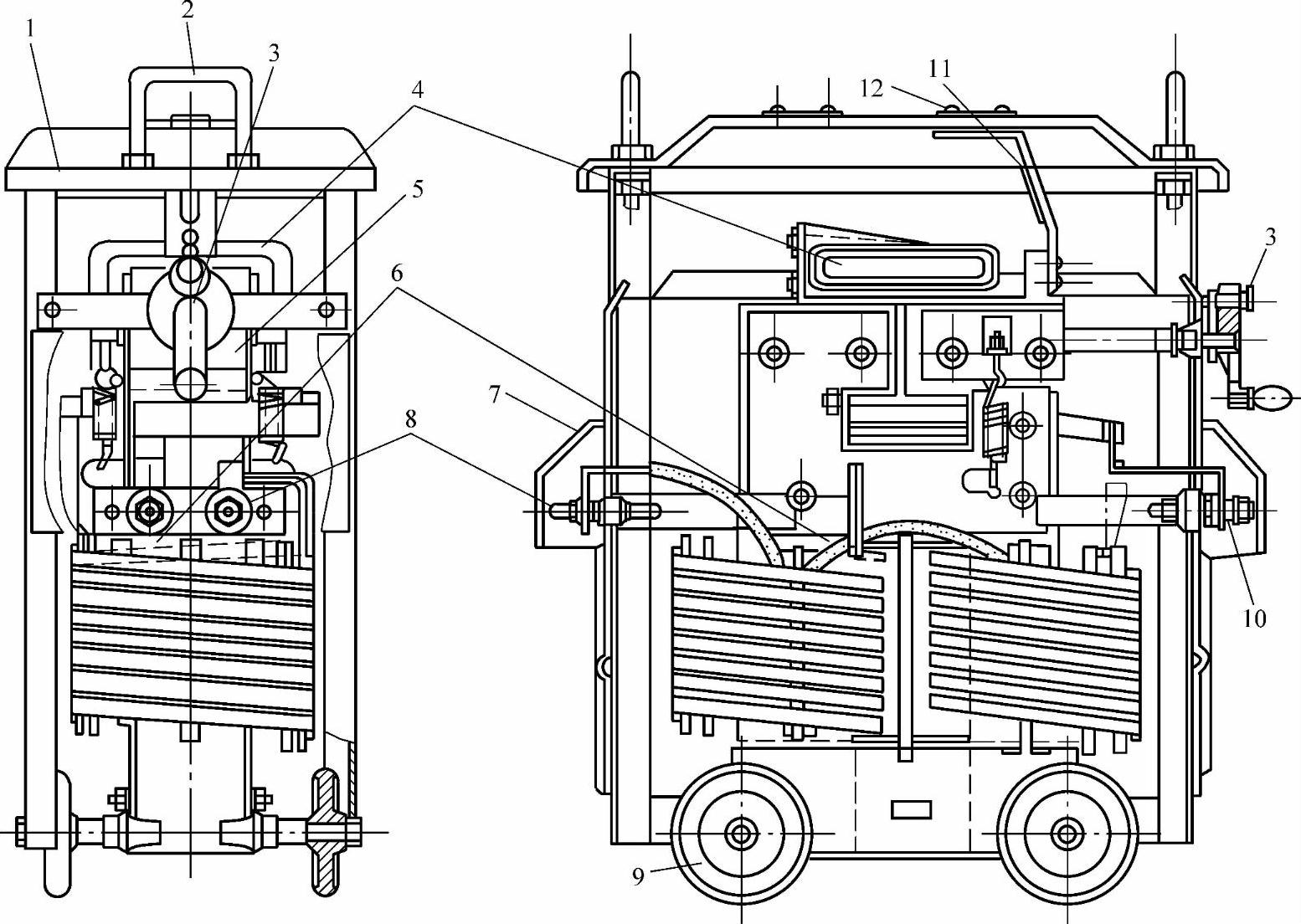
图8-5 BX-550型弧焊变压器
1—外壳 2—牵引手柄 3—调节手柄 4—电抗绕组 5—动铁心 6—固定(静)铁心 7—安全罩 8—二次接线板 9—滚轮 10—一次接线板 11—电流指示器 12—电流指示牌
1.用途
交流弧焊变压器(简称弧焊变压器或电焊变压器)又称交流弧焊机,其外形如图8-5所示。弧焊变压器是具有下降的外特性的交流弧焊电源,它是通过增大主回路电感量来获得下降的外特性,以满足焊接工艺的需要。它实际上是一种特殊用途的降压变压器,在工业中应用极为广泛。
2.特点
弧焊变压器按结构特点主要可分为动铁心式、串联电抗器式、动线圈式和变换抽头式。
弧焊变压器与普通变压器相比,其基本工作原理大致相同,都是根据电磁感应原理制成的。但是为了满足焊接工艺的要求,弧焊变压器与普通变压器仍有以下不同之处。
1)普通变压器是在正常状态下工作的,而弧焊变压器则在短路状态下工作。
2)普通变压器在带负载运行时,其二次侧电压随负载变化很小,而弧焊变压器则要求在焊接时具有一定的引弧电压(60~75V)。当焊接电流增大时,输出电压急剧下降,当电压降到零时,二次电流也不致过大。
3)普通变压器的一、二次绕组是同心地套在同一个铁心柱上,而弧焊变压器的一、二次绕组则分别装在两个铁心柱上,这样就可以通过调节磁路间隙,使二次侧得到焊接所需要的工作电流。
3.工作原理
图8-6是弧焊变压器原理电路图。它是由变压器T在二次侧回路串入电抗器L构成的。焊接时,焊钳夹持的电焊条与工件间产生电弧,该电弧的高温熔化焊条和工件金属,对工件实现焊接。焊接过程中,焊接电流在变压器二次侧回路中流通,电抗器起限流作用。
未进行焊接时,变压器二次侧开路电压为60~75V。开始焊接时,焊工用焊条迅速地轻敲工件,焊条接触工件后,随即较缓地离开,当焊条离开工件约5MM时,将产生电弧(起弧)。在电弧稳定燃烧进行焊接的过程中,焊钳与工件间电压约为20~40V。要停止焊接,只需把焊条与工件间的距离拉长,电弧即可熄灭。
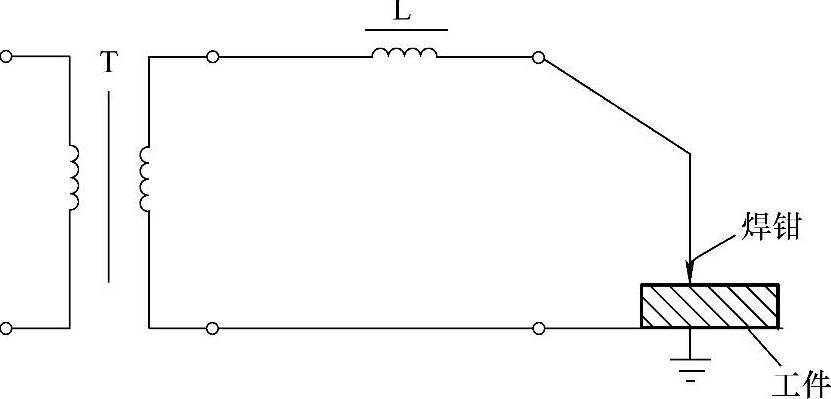
图8-6 弧焊变压器原理电路图
焊接不同的工件,要采用不同直径的电焊条,也就需要不同大小的焊接电流。由图8-6可知,要调节变压器二次侧回路中流通的焊接电流,一种方法是改变变压器二次绕组的匝数,另一种是改变电抗器的电抗值的大小。通常改变电抗器的电抗值可通过改变它的铁心状况、线圈匝数、绕组位置等方法来实现。
4.分类
(1)动铁心式弧焊变压器
动铁心式弧焊变压器的电抗器是变压器二次绕组的一部分。它对电抗器的调节由动铁心的移动来完成,故又称为磁分路动铁心式弧焊变压器。(https://www.xing528.com)
动铁心式弧焊变压器是一台有三个铁心柱的变压器,中间的铁心是可以移动的。为了增加变压器的漏抗,其铁心窗口特别高而宽。它的一次绕组绕在一个主铁心柱上;二次绕组分成两部分,一部分绕在一次绕组的外面(像普通层式绕组那样);另一部分绕在另一个主铁心柱上,兼作电抗线圈。
需调节焊接电流时,可转动弧焊变压器中部的调节螺杆,使活动铁心进入或退出主铁心。活动铁心退出时,电抗线圈磁路的磁阻增大,电抗值减小,将使焊接电流增加;反之,活动铁心进入主铁心,将使电抗值增大,焊接电流减小。
实用中的动铁心式弧焊变压器,把活动铁心的移动作为焊接电流的细调;而把电抗器绕组、二次绕组都分成两部分,通过它们的不同组合来实现焊接电流的粗调。
动铁心式弧焊变压器体积小、重量轻、成本低、振动较小。同时,它在小电流焊接时,稳定性好。适用于经常移动的场合。
(2)串联电抗器式弧焊变压器
串联电抗器式(又称组合电抗式)弧焊变压器又分为同体式和分体式两种。
同体式弧焊变压器的特点是,整台弧焊变压器由降压变压器和电抗器两部分组合而成,其铁心呈“日”字形,上部为电抗器,下部为变压器。降压变压器的一次绕组和二次绕组分绕在两侧的铁心柱上;电抗线圈绕在铁心上部,与变压器二次绕组串联。通过摇动手柄,改变动铁心与静铁心的相对位置,可改变铁心中气隙的大小,从而改变电抗器的电抗值,实现对焊接电流的调节。当气隙增加时,磁阻增大、电抗值减小、焊接电流增加;反之,当气隙减小时,磁阻减小、电抗值增大、焊接电流减小。
分体式弧焊变压器与同体式弧焊变压器的不同之处只是降压变压器与电抗器是分开的,其工作原理完全相同。
串联电抗器式弧焊变压器的特点是较易振动,小电流焊接时不够稳定。一般适用于大容量的场合。
(3)动线圈式弧焊变压器
动线圈式(简称动圈式,又称动绕组式)弧焊变压器没有专门设置电抗线圈,它是靠二次绕组本身的漏电抗来限制焊接电流的。
动线圈式弧焊变压器的一、二次绕组重叠地套在铁心柱上。一次绕组在下面,是固定的;二次绕组叠在上面,可以随调节机构而上下移动。由于铁心柱较长,窗口较大,为二次绕组提供了较大的调节余地。焊接时,转动调节机构的手柄,便可改变变压器一、二次绕组的距离。当两绕组之间的距离增大时,使二次回路内的漏电抗增加,焊接电流减小;反之,当两绕组之间的距离减小时,则焊接电流增大,从而实现了对焊接电流的细调节。粗调则是通过改变一次绕组的接法(串联或并联)来实现的。
在实际应用中,也常采用“口”字形铁心。这时,一、二次绕组均分成两部分,叠放在两个铁心柱上,仍一上、一下呈交叠式布置。二次绕组仍可随调节机构上下移动。
动线圈式弧焊变压器振动很小,电流调节范围大,小电流焊接时电弧也稳定。缺点是重心偏高,不利于搬运。
(4)变换抽头式弧焊变压器
变换抽头式弧焊变压器的铁心为两铁心柱结构的“口”字形。其一次绕组分为同侧及分置绕组两部分,分别套在两个铁心柱上。二次绕组与同侧的一次绕组套在同一铁心柱上。
变换抽头式弧焊变压器的一次绕组为多抽头的绕组,分置在两个铁心柱上,它是通过一次绕组分置来增大漏抗,以获得焊接所需要的陡降外特性,通过更换分接档位改变两铁心柱上的一次绕组的串联匝数比(即分置比)kI来改变漏抗的大小,从而实现有效调节焊接电流的。kI=N11/(N11+N12),即分置绕组匝数与一次绕组匝数比。
依次接通各分档位时,kI由最大变为最小,漏抗也由最大变为最小,焊接电流则由最小变为最大。
变换抽头式弧焊变压器的特点是结构紧凑、体积小、轻便可提。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。