



1.检验温度点
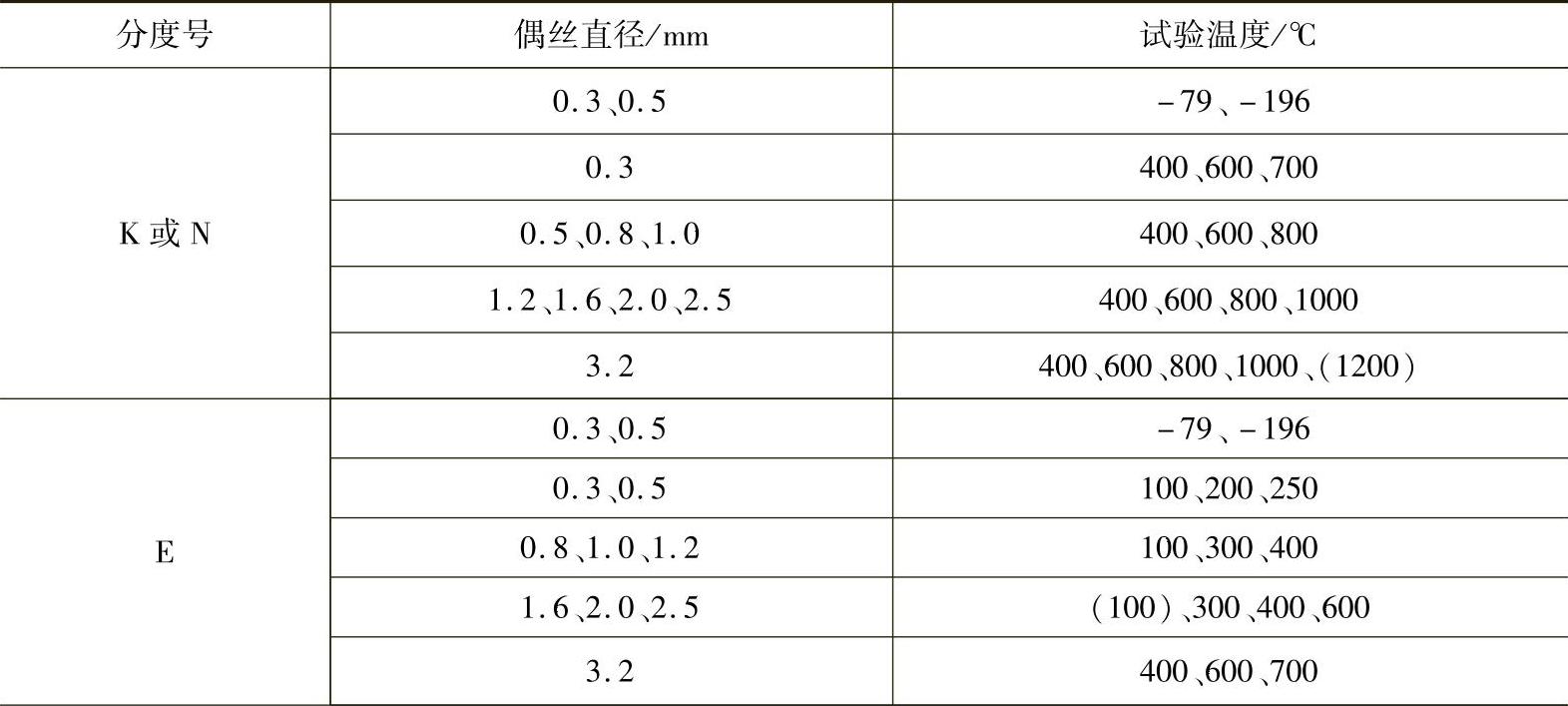
廉金属热电偶丝热电动势的检验温度点如表7-12所示。
表7-12 廉金属热电偶丝热电动势的检验温度点
(续)
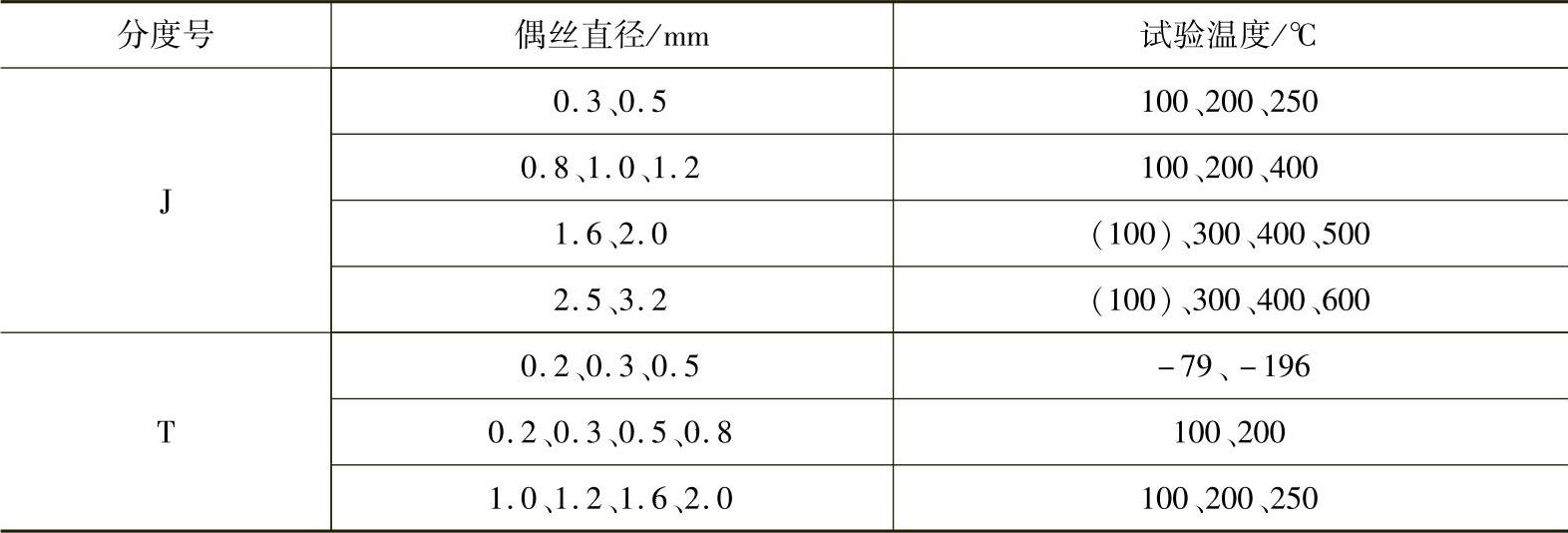
注:括号内检验温度根据具体要求进行测量。
2.试样
(1)试样要求 试样长度为800~1100mm。
(2)校直、清洗、穿绝缘瓷珠 将试样校直,用砂纸清除试样两端约20mm长的表面氧化层。再用清洁的双孔(或单孔)瓷珠穿成约500mm长的一段,其测量端露出40mm左右,尾部穿塑料套管并使其端部露出20mm左右,以连接参考端引线。
(3)焊接 针对双极比较法测量和单极比较法测量有两种不同的焊接方式。
1)双极比较法测量。将同种规格的正、负极偶丝焊接成热电偶,焊点表面应光洁、牢固、无划痕。
2)单极比较法测量。将被检热电偶丝与参考铂丝焊在一起,焊接时直径为3.2mm的偶丝其总数不应超过7根(包括参考铂丝),直径小于2.5mm(含2.5mm)的偶丝其总数不应超过9根(包括参考铂丝)。焊点表面应光洁、牢固、无划痕。
(4)退火 对于一级公差和二级公差的偶丝应进行退火(三级公差不退火),将已焊接成的热电偶或热电偶束放进热电偶退火炉或检定炉内退火2h。退火温度为被检热电偶最高检验点的温度。
(5)捆扎 300℃以下各点的检验中试样的捆扎由水槽、油槽及低温槽的结构确定。300℃以上各点的检验按下述规定:(https://www.xing528.com)
1)双极比较法。选择基准铂锗10-铂热电偶后,将基准热电偶套上高铝保护管,与已退火的被检热电偶用细镍铬丝或偶丝捆扎成束。捆扎时,应将被检热电偶的测量端围绕基准热电偶的测量端均匀分布一周,并处于同一垂直平面上。捆扎成束的热电偶总数,包括基准在内不应超过5支。
2)单极比较法。选择标准铂锗10-铂热电偶后,用细镍铬丝或偶丝将已退火的被检热电偶束与基准热电偶捆扎在一起,且测量端均处于同一垂直平面上。
3.试验步骤
(1)装炉 0℃以下各点的检验在液氮槽、干冰槽或低温槽中与基准器进行比较,插入深度应不小于200mm。300℃以下各点的检验在水槽或油槽中与基准器进行比较,插入深度应不小于200mm。300℃以上各点的检验在管形检定炉中与基准铂锗10-铂热电偶进行比较,插入深度约300mm。调整好插入方向,炉口处沿热电偶束周围用绝热材料封堵。
(2)热电偶参考端连接导线要求及其连接 将被检热电偶与基准热电偶的参考端插入同一个冰点恒温器中,各参考端之间的温差不得超过0.1℃。检验时参考端不准使用补偿导线连接,应直接用同一卷单股铜导线连接。铜导线在20℃时的电阻率应小于0.018μΩ·m。参考端与导线的连接;先将铜导线一端各剥去约20mm的绝缘层,一端连接转换开关,另一端与热电偶参考端连接,连接时接触要良好,然后将被检热电偶和标准热电偶的参考端置于装有变压器油的玻璃试管中(或塑料管)再插入冰点恒温器内,插入深度应不小于200mm。
4.数据处理
不论是双极比较法还是单极比较法测量,都要采用下式将热电偶的热电动势进行修正,以得到各检验点的热电动势:

式中 ET(被)——修正到检验温度点T℃时的热电动势值,单位为mV;
ET′(被)——被检热电偶在检验温度点T℃时测得的热电动势值,单位为mV;
ET(标)——标准热电偶证书上检定温度点T℃时的热电动势值,单位为mV;
ET′(标)——标准热电偶在检验温度点T℃时测得的热电动势值,单位为mV;
ST(标)——标准热电偶在检验温度点T℃时的热电动势率,单位为μV/℃;
ST(被)——被检热电偶在检验温度点T℃时的热电位率,单位为μV/℃。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。