



1.方法综述
1)通过观测与试样膨胀(收缩)相应的干涉条纹的变化,从而借助光的波长及亮度的变化来完成测量,属于绝对测量法。
2)采用菲索光干涉法来完成测量:在柱形试样的顶部和底部分置两块光学平板称为“干涉片”,上、下干涉片间有一定的夹角,投射的激光束经它们反射后发生干涉,形成干涉条纹;试样的膨胀或收缩导致光程差的变化,造成条纹移动,检测条纹的变化还原成长度变化,即可完成测量。其工作原理如图4-18所示。
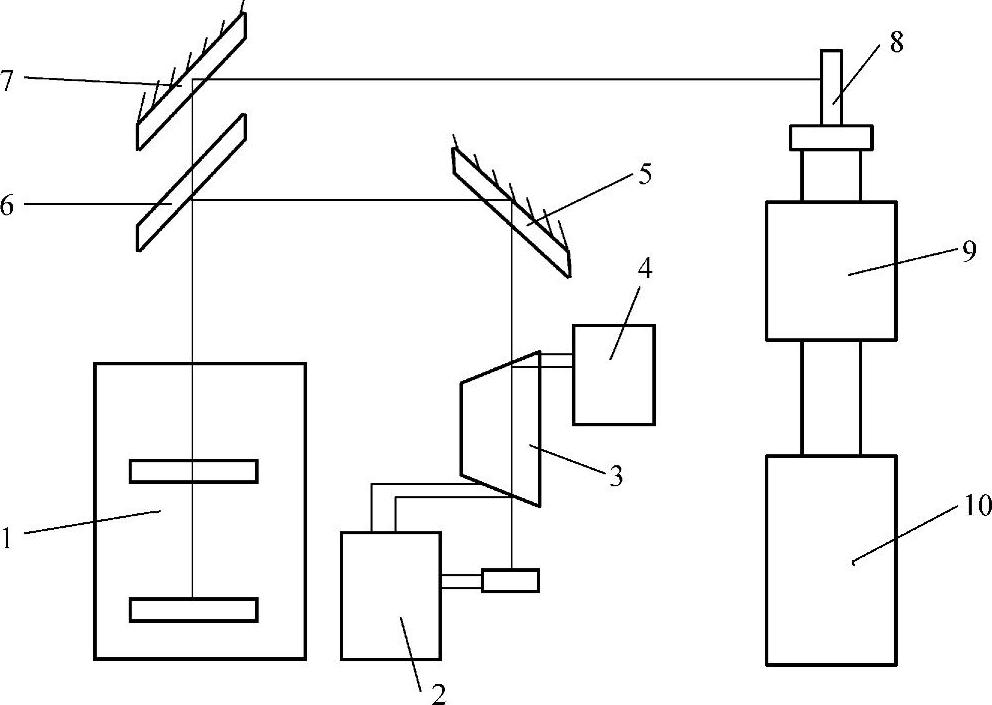
图4-18 菲索光干涉法测试原理示意图
1—含有干涉具的恒温槽 2—激光稳频装置 3—氦氖激光器 4—激光电源 5、7—全反射镜 6—半反射镜 8—光电转换器 9—数据放大器 10—记录仪
2.测试装置
(1)长度测量装置 使用卧式测长仪或其他可满足要求的量具,测量环境温度T0时的试样原始长度L0,其最小分度应不大于0.01mm。干涉仪的光学平板由具有光学品质的透明石英制成,平板应抛光到可见光的1/10个波长,顶板与地板间应有15′±5′的夹角,顶板的下表面应经过研磨以消除反射,底板的上表面和顶板的下表面可涂敷反光材料以得到条纹的最佳能见度。使用波长已知的单色光源。推荐使用氦氖激光光源。可用游丝测微计或条纹记录器测量干涉条纹的移动,应读到1/20个条纹间距。
(2)温度测量装置 用铂电阻温度计测量试样的温度,其测温灵敏度应大于0.03℃。变温用恒温槽用电阻丝加热,用液氮或液氦制冷。在试样区内,横向温度的最大偏差应不大于0.5℃,纵向温度的最大偏差应不大于0.5℃。恒温槽的控温精度应不大于±0.2℃。
(3)膨胀仪 菲索干涉膨胀仪如图4-19所示,光源的频率应稳定,以保证测量条纹移动的偏差达到不大于±0.05个条纹的水平。
3.试样的制备
1)在严格的检测中,要求在被检材料的不同部位取样,加工成所需尺寸的试样。试样为棒状(或管状),以同一部位制取的三支试样为一组。在一般的检测中,对同一炉号只需一组试样。
2)推荐试样长度为50mm,过短则测量灵敏度降低,过长则试样轴向温度不均匀性加大。
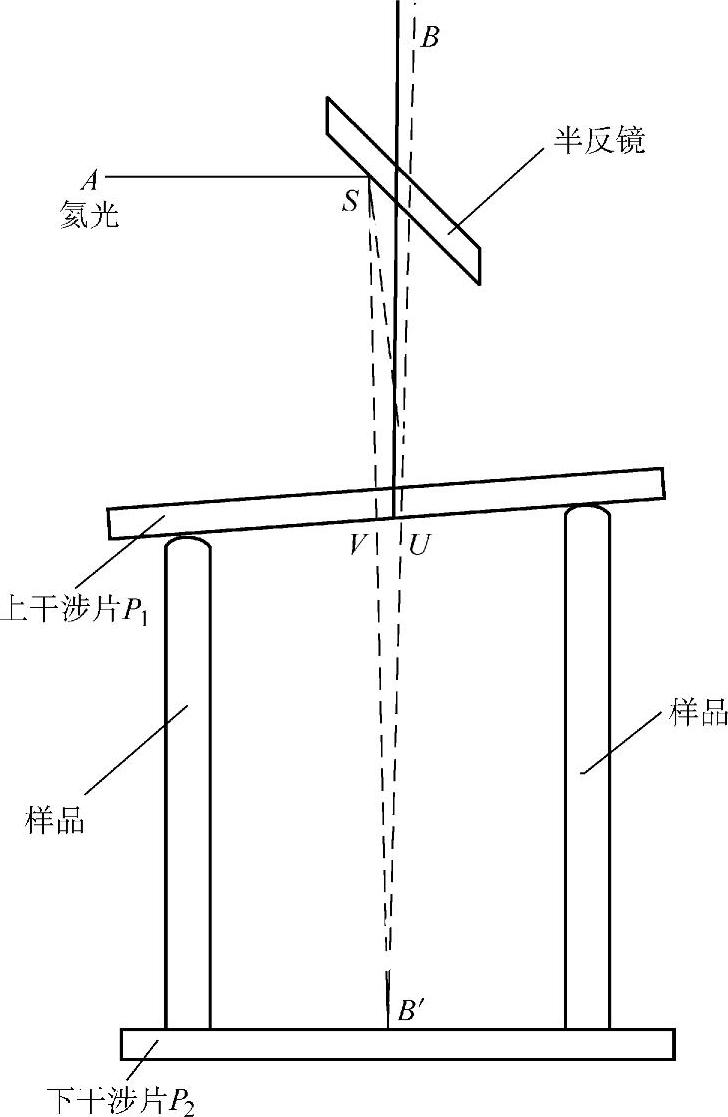
图4-19 菲索干涉膨胀仪原理示意图
3)当试样长度取50mm时,直径应取3~3.5mm。试样一端面为圆头,如图4-20所示。
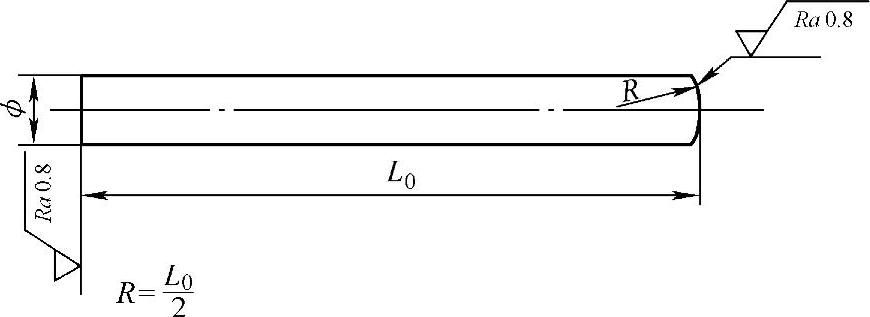
图4-20 试样形状示意图
4)为获得可重现的测量结果,应消除与热膨胀行为无关的可导致长度附加变化的影响因素。为此,测试前要对样品进行稳定化处理:①Fe-Ni36及Fe-Ni32Co4Cu合金的稳定化热处理是先将样品在空气中加热到830℃保温20min,淬水达到均匀化,然后将样品在空气中加热到310℃回火1h,最后再将样品加热到95~100℃稳定化时效48h;②Fe-Co54Cr9.5合金的稳定化热处理是900℃保温1h冷却至室温,在450℃保温5min;③含铜质量分数99.97%的无氧铜稳定化热处理工艺是在530~540℃温度下退火。
4.校正
1)测试前必须对所使用的膨胀仪进行校正。
2)校正用参照试样的物理特征参数应与待测试样尽可能接近。(https://www.xing528.com)
3)膨胀仪的校准是将标准试样放入干涉具内的装样夹具中,在需要的温度范围内将标准试样加热或冷却,将测量得出的计算值与标准试样的标称值比较,当测量的温度差为50℃时,平均线胀系数的最大偏差应不大于6×10-8℃-1,否则应进行维修。
5.测试步骤
1)修磨同组接近等长的3支试样,直至置入装样夹具后能产生最佳的干涉条纹为止。
2)在基准温度T0下测量3支试样的长度L0,安装好试样。
3)抽真空,使真空度好于1.3Pa。
4)调整好光接收仪器。
5)开始变温测量,变温速率应不大于3℃/min。
6.计算
1)在菲索干涉膨胀仪中,热膨胀为:
ΔL/L0=Nλ/2L0n2+(n1-n2)/n2 (4-21)
式中 ΔL——从起始温度T0至所需温度T间观测至的长度变化,单位为mm;
L0——环境温度T0下试样的原始长度,单位为mm;
N——温度由T1变到T2时,通过参考点读到的或条纹记录器收到的干涉条纹数(含小数部分);
λ——产生条纹的光在真空中的波长(要求4位有效数字以上),单位为mm;
n1——干涉具内气体在温度T1下的折射率;
n2——干涉具内气体在温度T2下的折射率。
2)用下式计算平均线胀系数:

式中  ——平均线胀系数,单位为℃-1;ΔL/L0——试样相对膨胀量;
——平均线胀系数,单位为℃-1;ΔL/L0——试样相对膨胀量;
ΔT——温度的变化量,单位为℃。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。