



1.焊缝金属或焊接接头力学性能试验
(1)拉伸试验
拉伸试验用来检验焊缝或焊接接头的强度和塑性。抗拉强度和屈服强度差值(Rm-ReL)能定性说明焊缝金属的塑性储备量。伸长率(A)和断面收缩率(Z)的比较可以看出塑性变形的不均匀程度,能定性说明焊缝金属的偏析与组织不均匀性,以及焊接接头各区域的性能差别。在拉伸过程中也可以从试样上发现某些焊接缺陷。
(2)弯曲试验
弯曲试验用来检验焊接接头的塑性并可反映出接头各区域的塑性差别,暴露焊接缺陷,考核熔合线的结合质量。常用的弯曲试验有正面弯曲和侧面弯曲两种。侧面弯曲试验能检测焊层与母材之间的结合强度,堆焊衬里的过渡层、双金属焊接接头过渡层及异种钢接头的脆性,多层焊时焊层与焊层间的缺陷(如层间夹渣、裂纹、气孔和未焊透等)等。试样的尺寸、压头直径和位置、加载速度等因素对试验结果(弯曲角)有一定的影响。
(3)冲击试验
冲击试验用来检验焊缝金属和焊接接头的韧性和缺口敏感性,试样分U型缺口和V型缺口两种。试验时需注意试样的取样方向、缺口部位和缺口加工方法。宜将缺口开在焊缝或焊接接头最薄弱区域或重点检验的部位,如焊缝中的结晶脆弱面、焊缝根部、熔合线、过热区、异种钢接头的马氏体带和脱碳带等。
缺口的表面粗糙度和加工方法对冲击韧度都有影响,如夏比冲击试样缺口用钻或磨削加工的一般比刨削加工的冲击韧度高。冲击试验应在专门的夏比试验机上进行,缺口应当用专门的成形刀具加工。冲击试验在常温及低温下进行,以求出塑性-脆性转变温度或某一特定冲击吸收能量(如27J)所处的温度值。
(4)硬度试验
硬度试验可间接检验焊缝强度。利用焊接接头的硬度分布曲线,能比较出接头各区域的性能差别、区域性偏析和近缝区的淬硬倾向。常采用大载荷的显微硬度来测量多相组织中不同相的硬度和采用维氏硬度来测量焊接接头中不同组织特征区域的硬度分布曲线。
(5)断裂韧度试验
断裂韧度试验用来估算存在一定尺寸、数量和位向的焊接缺陷的情况下结构的使用安全性和寿命。目前,这种试验方法正在发展和完善,并不断地应用于各种焊接结构。
力学性能试验的取样、试样加工、操作及评定方法等可参见国家标准GB/T 228.1—2010、GB/T 229—2007等。
2.金相检验
(1)焊接金相检验的特点
焊接金相检验的特点是着重观察、研究由于焊接热过程和冶金特点所造成的金相组织变化,从而对焊接材料、工艺方法和参数的合理性作出相应的评价。焊接金相检验的主要内容有:
1)焊缝中心的结晶脆弱面、不平衡结晶组织和严重过热等。
2)焊缝金属树枝状偏析、层状偏析和区域偏析。
3)焊接接头不同组织特征区域的组织结构。
4)异种金属焊接接头熔合线两侧附近的组织和性能变化。
5)测量不锈钢焊缝中的δ相(铁素体)含量,常采用金相割线法和磁性测定仪测量法,也可用光电自动扫描和X射线自动扫描等方法。
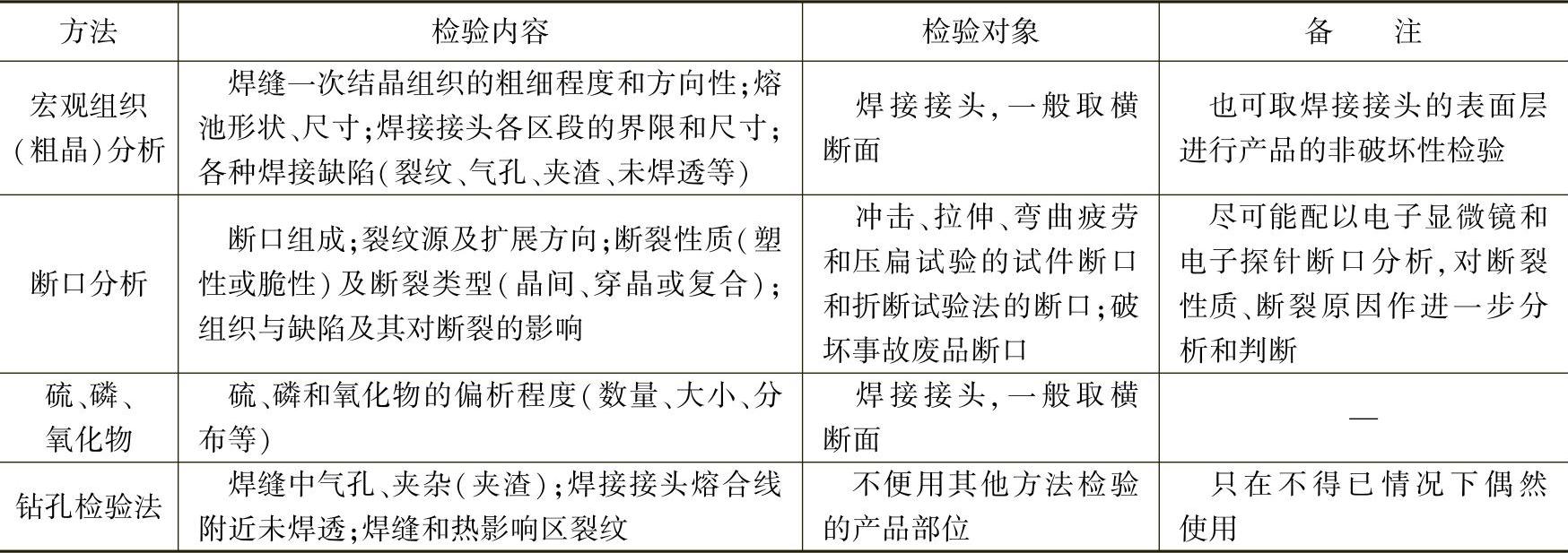
(2)宏观金相检验(https://www.xing528.com)
宏观金相检验即直接用肉眼或借助低倍放大镜进行检查,检验内容见表13-1。
表13-1 宏观金相检验法
(3)微观金相检验
微观金相检验即借助显微镜检查焊接接头各区域的微观组织、偏析、缺陷以及析出相的种类、性质、形态、大小、数量和分析,研究它们的变化与焊接材料、工艺方法和参数等之间的关系。该方法主要作为质量分析及试验研究的手段,某些情况下也可作为质量检验的手段。
微观金相检验除使用一般光学显微镜外,还采用X射线衍射仪进行焊缝金属组织结构的定性分析,采用电子显微镜进行组织形态、析出相和夹杂物分析以及断口分析、废品分析和事故分析,采用电子探针进行微区化学成分分析和相成分分析等。
(4)覆膜检验法
在有些情况下,也可采用覆膜检验法,对在制造过程或使用中的焊接接头表面层制作覆膜,然后在显微镜下作宏观或微观组织和缺陷分析。该方法属于非破坏性的金相检验法。
3.化学检验
焊接生产中的化学检验包括各种焊接材料及焊缝金属的化学成分分析;熔敷金属中的气体(氢、氧、氮)含量,主要是扩散氢的测定;焊缝和焊接接头的腐蚀试验等。
(1)化学成分分析
从焊缝金属中钻取试样,或用其他机械加工方法取试样时,除应注意试样不得氧化和沾染油污且大小适当外,还应特别注意取样部位在焊缝中所处的层次。不同层次的焊缝金属受母材的稀释作用不同。一般以多层焊或多层堆焊的第三层以上的成分作为焊条熔敷金属的成分。
经常分析的元素有C、Mn、S、P等。对一些合金钢或不锈钢焊缝,还需分析相应的合金元素成分。化学分析试验方法按GB/T 223.3—223.78进行。
采用微区分析扫描电子显微镜或其他微区分析的技术,可对接头磨片或断口上的微区进行元素的定量或定性分析。该方法主要作为焊接接头质量分析及试验研究的手段。
(2)熔敷金属中扩散氢的测定
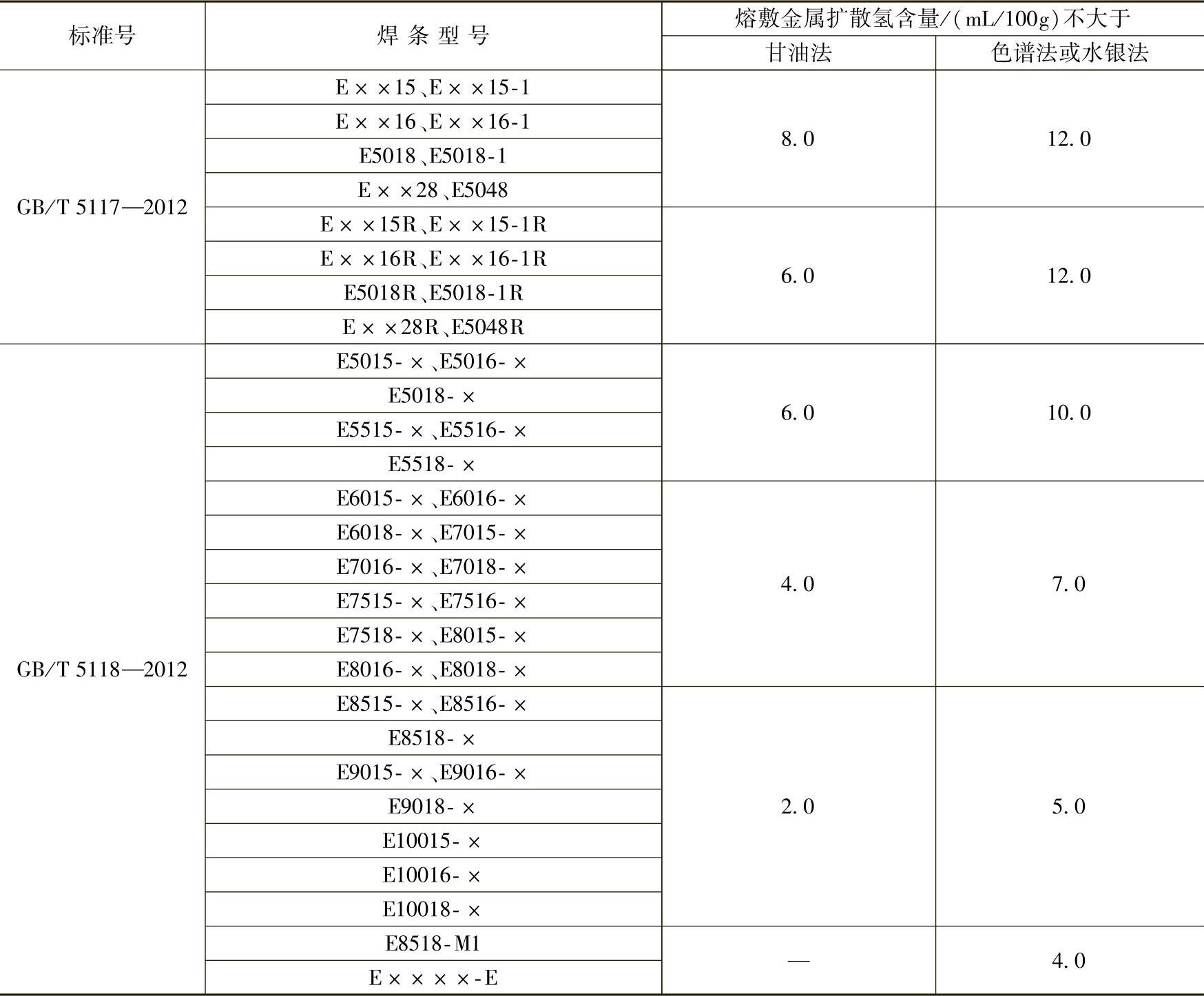
测量按GB/T 5117—2012和GB/T 5118—2012规定的碳钢焊条和低合金钢焊条的扩散氢含量,采用GB/T 3965—2012《熔敷金属中扩散氢测定方法》中的甘油法、色谱法或水银法。熔敷金属的扩散氢含量规定见表13-2。
表13-2 熔敷金属的扩散氢含量规定
(3)腐蚀试验
焊缝和焊接接头的腐蚀破坏有以下几种形式:总体腐蚀、晶间腐蚀、刀状腐蚀、点腐蚀、应力腐蚀、海水腐蚀、气体腐蚀和腐蚀疲劳等。不锈钢及耐酸钢等钢种的晶间腐蚀试验方法及标准可参见GB/T 4334—2008和GB/T 15260—1994。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。