



1)焊工考试内容包括基本知识和焊接操作技能两部分。基本知识考试内容应与焊工所从事的焊接工作范围相适应,焊接操作技能考试分为手工焊焊工和焊机操作工考试。
2)焊工基本知识考试合格后才能参加焊接操作技能的考试,焊工基本知识考试合格有效期为6个月。
3)在焊工考试时,属下列情况之一的,需进行相应基本知识考试:
①首次申请考试。
②改变焊接方法。
③改变母材种类(如钢、铝、钛等)。
④基本知识考试合格有效期内,未进行焊接操作技能考试的。
4)焊工基本知识考试应包括以下方面内容:
①焊接安全知识和规定。
②锅炉、压力容器和压力管道的基本知识。
③金属材料的分类、牌号、化学成分、力学性能、焊接特点和焊后热处理。
④焊接材料(焊条、焊丝、焊剂和气体等)类型、型号、牌号、使用与保管。
⑤焊接设备、工具和测量仪表的种类、名称、使用和维护。
⑥常用焊接方法的特点、焊接工艺参数、焊接顺序、操作方法及其对焊接质量的影响。
⑦焊缝形式、接头形式、坡口形式、焊缝符号及图样识别。
⑧焊接接头的性能及影响因素。
⑨焊接缺陷的产生原因、危害、预防方法和返修。
⑩焊缝外观检验的方法和要求,无损检测方法的特点、适用范围、级别、标志和缺陷识别。
⑪焊接应力的变形的产生原因和防止方法。
⑫焊接质量管理体系、规章制度、工艺文件、工艺纪律、焊接工艺评定、焊工考试和管理规则基本知识。
5)焊工基本知识考试和焊接技能考试的结果应记入《焊工考试基本情况表》;焊接操作技能考试试件的检查记录应记入《焊工焊接操作技能考试检验记录表》(附件二)。
6)焊接操作技能考试应从焊接方法、试件材料、焊接材料及试件形式等方面进行考核。焊接方法及代号见表12-2,焊条类别、代号及适用范围见表12-3,试件钢号分类及代号见表12-4,各种试件形式、位置及代号见表12-5,焊接要素及代号见表12-6。
表12-2 焊接方法及代号

表12-3 焊条类别、代号及适用范围
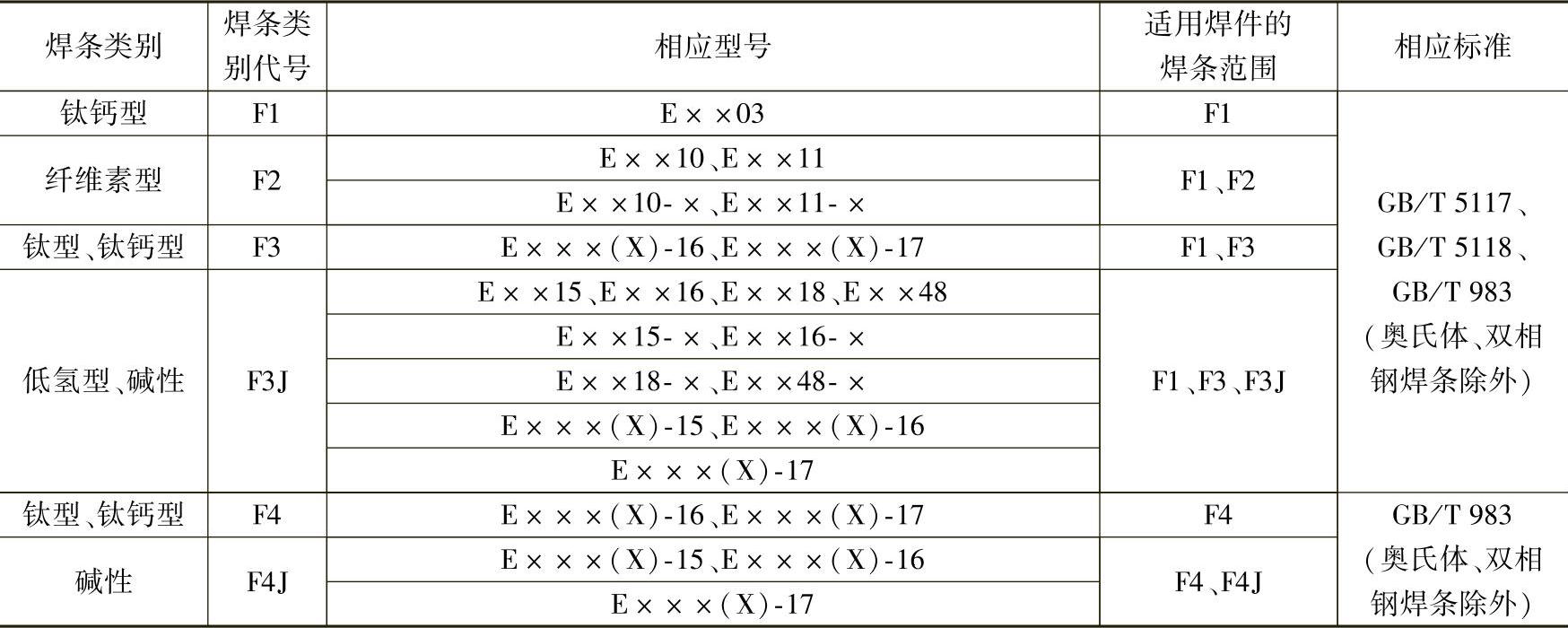
表12-4 试件钢号分类及代号

表12-5 试件形式、位置及代号

(续)

表12-6 焊接要素及代号

7)焊接操作技能考试合格的焊工,当试件钢号或焊材变化时,属下列情况之一的,不需重新进行焊接操作技能考试:
①手工焊焊工采用某类别钢号经焊接操作技能考试合格后,焊接该类别其他钢号时。
②手工焊焊工采用某类别任一钢号,经焊接操作技能考试合格后,焊接较低类别钢号时。
③除Ⅳ类外,手工焊焊工采用某类别任一钢号,经焊接操作技能考试合格后,焊接较低类别的钢号时。
④焊机操作工采用某类别任一钢号,经焊接操作技能考试合格后,焊接其他类别钢号时。
⑤变更焊丝钢号(或型号)、药芯焊丝类型、焊剂型号、保护气体种类和钨极种类时。
8)经焊接操作技能考试合格的焊工,属下列情况之一的,需重新进行焊接操作技能考试:
①改变焊接方法。
②在同一种焊接方法中,手工焊考试合格,从事焊机操作工作时。
③在同一种焊接方法中,焊机操作考试合格,从事手工焊工作时。
④表12-6中焊接要素(代号)01、02、03、04、06和08之一改变时。
⑤焊件焊接位置超出表12-1规定的适用范围时。
9)焊接操作技能考试可以由一名焊工在同一个试件上采用一种焊接方法进行,也可以由一名焊工在同一个试件上采用不同焊接方法进行组合考试;或由两名(或以上)焊工在同一个试件上采用相同或不同焊接方法进行组合考试。由三名(含三名)以上焊工的组合考试试件,厚度不得小于20mm。
10)考试试件:
①试件形式。各种试件形式如图12-5所示,主要包括:对接焊缝试件、管板角接头试件、螺柱焊试件和堆焊试件。管板角接头试件接头形式如图12-6所示。对接焊缝试件和管板角接头试件分带衬垫和不带衬垫两种。
双面焊、部分焊透的对接焊缝和部分焊透的管板角接头均视为带衬垫。
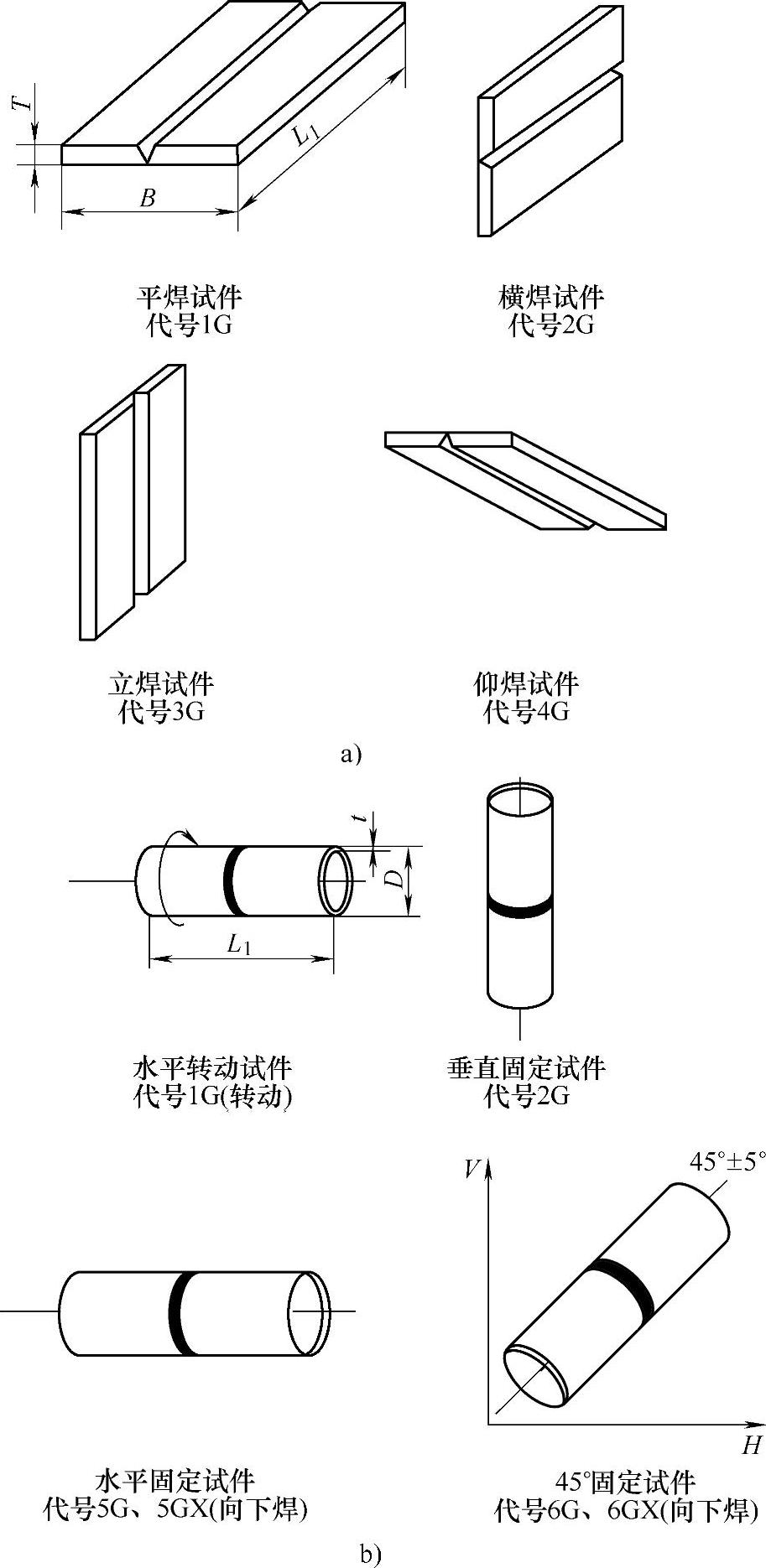
图12-5 焊工考试试件形式
a)板材对接焊缝试件(无坡口时为堆焊试件) b)管材对接焊缝试件(无坡口时为堆焊试件)

图12-5 焊工考试试件形式(续)(https://www.xing528.com)
c)管板角接头试件 d)螺柱焊试件

图12-6 管板角接头试件接头形式
②试件规格。考试试件的尺寸和数量见表12-7。其中堆焊试件首层至少堆焊三条并列焊道,总宽度≥38mm;堆焊管材试件最小外径应满足取样数量要求。
(1)试件适用范围:
①手工焊焊工采用对接焊缝试件,经焊接操作技能考试合格后,适用于焊件焊缝金属厚度范围见表12-8。t为每名焊工、每种焊接方法在试件上的对接焊缝金属厚度(余高不计),当某焊工用一种焊接方法考试且试件截面全焊透时,t与试件母材厚度T相等。
表12-7 试件尺寸及数量

表12-8 手工焊对接焊缝试件适用于对接焊缝焊件焊缝金属厚度范围

①t不得小于12mm,且焊缝不得少于3层。
②手工焊焊工采用管材对接焊缝试件,经焊接操作技能考试合格后,适用于管材对接焊缝的焊件外径范围见表12-9;适用于焊缝金属的厚度范围见表12-8。
③手工焊焊工采用管板角接头试件,经焊接操作技能考试合格后,适用于管板角接头的焊件范围见表12-10,当某焊工用一种焊接方法考试且试件截面全焊透时,t与试件板材厚度S0相等。
表12-9 手工焊管材对接焊缝试件适用于对接焊缝的焊件外径范围

①管材向下立焊试件。
表12-10 手工焊管板角接头试件适用于管板角接头焊件范围

①当S0≥12时,t不应小于12mm,且焊缝不得少于3层。
④焊机操作工采用对接焊缝试件或管板角接头试件考试时,母材厚度T或S0自定,经焊接操作技能考试合格后,适用于焊件焊缝的金属厚度不限。
⑤焊机操作工采用管材对接焊缝试件和管板角接头试件考试时,管外径自定,经焊接操作技能考试合格后,适用于管材对接焊缝焊件外径和管板角接头焊件管外径的最小值为试件外径,最大值不限。
⑥气焊焊工焊接操作技能考试合格后,适用于焊件母材厚度及焊缝金属厚度不大于试件母材和焊缝金属的厚度。
⑦手工焊焊工和焊机操作工采用不带衬垫对接焊缝试件和管板角接头试件,经焊接操作技能考试合格后,分别适用于带衬垫对接焊缝焊件和管板角接头焊件;反之不适用。
气焊焊工采用带衬垫对接焊缝试件,经焊接操作技能考试合格后,适用于不带衬垫对接焊缝焊件;反之不适用。

图12-7 螺柱焊焊件焊接位置范围
⑧手工焊焊工和焊机操作工采用对接焊缝试件和管板角接头试件,经焊接操作技能考试合格后,除规定需要重新考试时,适用于焊件角焊缝,且母材厚度和外径不限。
⑨焊机操作工采用螺柱焊试件,经仰焊位置考试合格后,适用于任何位置的螺柱焊焊件;其他位置考试合格后,只适用相应位置的焊件,如图12-7所示。
⑩耐蚀堆焊试件。各种焊接方法的焊接技能操作考试规定也适用于耐蚀堆焊。
手工焊焊工和焊机操作工采用堆焊试件考试合格后,适用于焊件的堆焊层厚度不限,适用焊件母材的厚度范围见表12-11。
表12-11 堆焊试件适用焊件母材厚度范围

焊接不锈钢复合钢的复层之间焊缝及过渡焊缝的焊工,应取得耐蚀堆焊资格。
⑪手工焊焊工和焊机操作工,采用对接焊缝试件和管板角接头试件,经焊接操作技能考试合格后,适用于焊件的焊接位置见表12-12。
(2)手工焊焊工向下立焊试件考试合格后,不能免考向上立焊;反之也不可。
(3)摩擦焊焊接操作技能考试试件,其形式应与任一通过焊接工艺评定的试件或焊件相同。
表12-12 试件适用焊件焊接位置

①表中“立”表示向上立焊;向下立焊表示为:立向下。
②板材对接焊缝试件考试合格后,适用管材对接焊缝焊件时,管外径应≥76mm。
(4)螺柱焊焊接操作技能考试时,应采用机械化焊接(手工引弧除外)。
(5)试件坡口形式及尺寸应按焊接工艺规程制备,或由焊工考委会按相应国家标准或行业标准制备。
(6)焊接操作技能考试的具体要求如下:
①手工焊焊工的所有考试试件,第一层焊缝中至少应有一个停弧再焊接头;焊机操作工考试时,中间不得停弧。
②采用不带衬垫试件进行焊接操作技能考试时,必须单面焊接。
③机械化焊接考试时,允许加引弧板和引出板。
④表12-4第Ⅰ类钢号的试件,除管材对接焊缝试件和管板角接头试件的第一道焊缝在换焊条时允许修磨接头部位外,其他焊道不允许修磨和返修;第Ⅱ~Ⅳ类钢号试件除第一层和中间层焊道在换焊条时允许修磨接头部位外,其他焊道不允许修磨和返修。
⑤焊接操作技能考试时,试件的焊接位置不得改变。管材对接焊缝和管板角接头45°固定试件,管轴线与水平面间的夹角应为45°±5°(图12-5)。
⑥水平固定试件和45°固定试件,应在试件上标注焊接位置的钟点标记。定位焊缝不得在“6点”标记处;焊工在进行管材向下立焊试件操作技能考试时,应严格按照钟点标记固定试件位置,且只能从“12点”标记处起弧,“6点”标记处收弧,其他操作应符合本条相关要求。
⑦手工焊焊工考试板材厚度大于10mm时,不允许用焊接卡具或其他办法将板材试件刚性固定,但是允许试件在定位焊时预留反变形量;小于等于10mm厚的板材试件允许刚性固定。
⑧焊工应按评定合格的焊接工艺规程焊接考试试件。
⑨考试用试件的坡口表面及两侧必须清除干净;焊条和焊剂必须按规定要求烘干,焊丝必须去除油、锈。
⑩焊接技能操作考试前,由焊工考委会负责编制焊工考试代号,并在焊工考委会成员、监考人员与焊工共同在场确认的情况下,在试件上标注焊工考试代号和考试项目代号。
⑪试件数量应符合表12-7的要求,且不得多焊试件从中挑选。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。