



1.青铜的气焊
青铜的气焊主要是用于焊补铸件缺陷和损坏的阀件。
(1)焊前准备
铸件的缩孔、疏松、落砂等缺陷在焊前应先铲除,并铲出60°~70°的坡口。铲凿的深度要直到出现母材的完好金属为止。焊补裂纹时,应当找到裂纹的起始点。穿透的缺陷或裂开的机件补焊时,容易产生漏铜液现象,焊补的底部可加衬垫或用封底焊。要焊补的青铜件必须妥善垫平,防止焊接时产生变形。
(2)锡青铜的气焊
锡青铜在高温时有脆性,除了必须进行350~450℃的预热外,在焊接过程中不允许冲击,焊后也不要立即搬动。
锡青铜气焊时,应严格采用中性焰,火焰的功率与焊碳钢时相同。焊丝可采用与母材类似的青铜棒,但含锡量应比母材高出1%~2%(质量分数),以补充焊接过程中锡的烧损;或用含磷、硅、锰等脱氧元素的青铜棒。焊粉与焊纯铜时相同。
(3)铝青铜的气焊
铝青铜焊接时的主要困难,是熔池表面产生氧化膜(Al2 O3)。为了去除这种氧化膜,除直接采用粉401(铝焊粉)外,还可以采用以下两种方法:
1)化学方法,即采用含氯化盐和氟化盐的焊粉,这是因为氯化盐和氟化盐能够溶解Al2 O3,达到清除氧化膜的目的。其成分(质量分数)如下:
①硼酸60%、粉401铝焊粉40%。
②氯化钾47%、氯化钡27%、氯化钠16%、氟化钠10%。
2)机械方法,即如果铝青铜一旦出现过热氧化,可以一面继续用火焰加热,一面用铁丝刮去氧化膜,然后再加上焊粉并熔化焊丝金属。利用这种方法也能使焊丝金属与母材熔合良好。
铝青铜气焊时可采用与母材成分相同的焊丝,也可采用国家标准推荐的焊丝,如SCu6061、SCu6100、SCu6100A、SCu6180、SCu6240、SCu6325、SCu6327、SCu6328、SCu6338焊接不同牌号的铝青铜。
铝青铜焊前应预热至500~600℃。如果在一个铝青铜铸件上需焊补几个缺陷时,应首先焊补最大的缺陷,然后再焊补小的。因为焊补大缺陷时,对工件进行了很好的预热,再焊补较小的缺陷就比较容易了。当焊补长而深的缺陷时,最好将工件倾斜15°角进行上坡焊,这样可以进行单道焊,对保证焊接接头质量有利。
(4)焊接举例
锡青铜轴承和铝青铜蜗轮蜗杆,长期使用后摩擦面上容易磨损,有时会发生断齿的情况,因此需要用焊补的方法来修复。因轴承和蜗轮蜗杆的齿长期与润滑油接触,表面附着很多油污,因此必须首先用汽油洗去油污,然后用火焰烘烤,这样既可防止焊补时焊缝中产生气孔,同时也起到了预热的作用。
焊补时,气焊火焰用中性焰。气焊锡青铜的焊粉的成分列于表11-35中。气焊铝青铜采用以氯化盐为主的焊粉。焊丝成分与母材相同或类似,也可用国家标准中推荐的焊丝。为了易于长焊肉,可以采用上坡焊,如图11-12所示。

图11-12 青铜焊补举例
a)轴承焊补 b)蜗轮蜗杆齿的焊补
2.铝青铜的碳弧焊
铝青铜碳弧焊时,为了去除高熔点的Al2 O3,应采用含有氟化物和氯化物的焊粉。最简单的焊粉是由氯化钠和80%(质量分数)的冰晶石粉组成。铝青铜碳弧焊时所用的焊丝有QAl9-2铝锰青铜和QAl10-3-1.5铝铁青铜等,也可根据母材的成分从表11-6中选取。
青铜碳弧焊采用直流正接。焊接规范列于表11-36。
表11-35 锡青铜的气焊粉
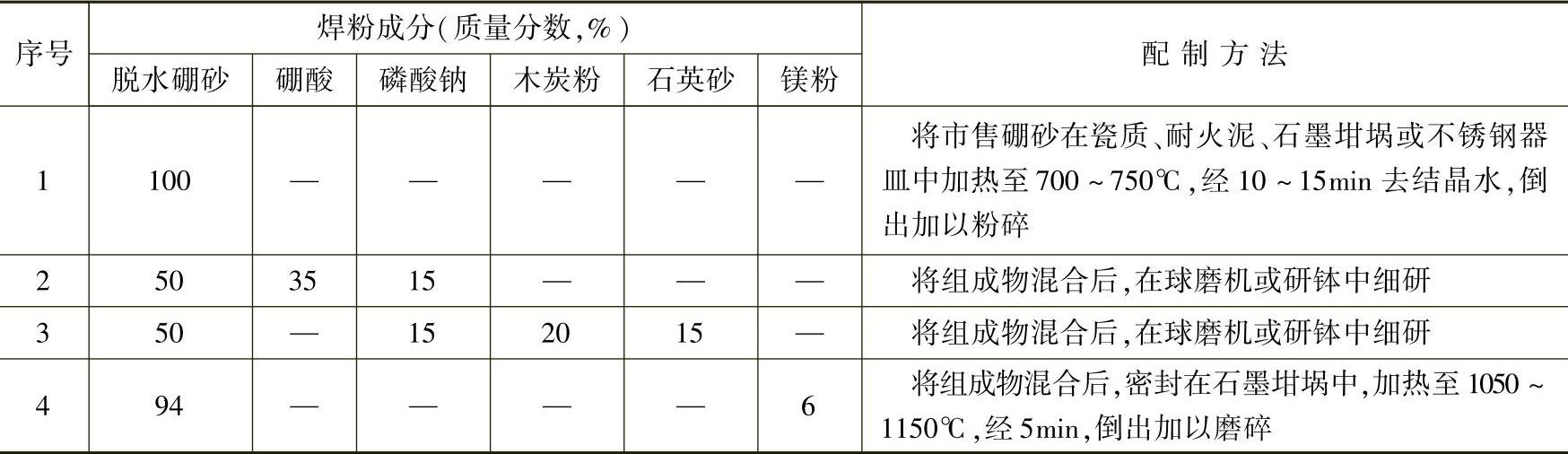
表11-36 青铜碳弧焊焊接规范

铝青铜具有很好的导热性,壁厚大于12mm的焊件施焊前应预热到150~300℃。
某公司用碳弧焊焊接铝青铜,其焊缝的力学性能见表11-37。
表11-37 焊缝的力学性能

因铝青铜碳弧焊能获得较好的效果,所以常用于焊补铸件的缺陷和磨损件的修复。
3.青铜的焊条电弧焊
青铜焊条电弧焊主要用于铸件缺陷和损坏机件的焊补。
(1)锡青铜
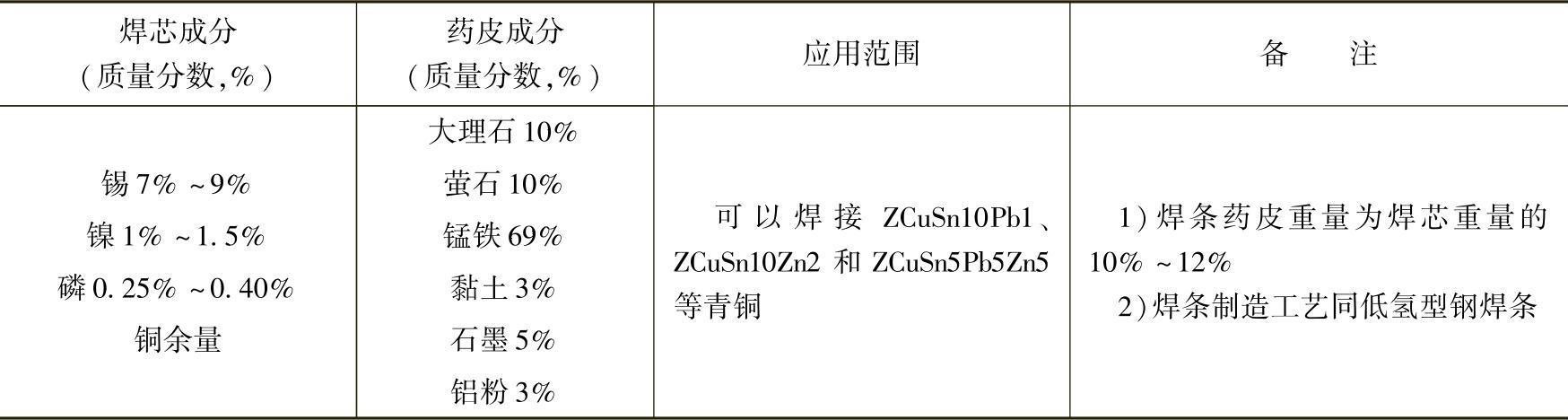
1)焊条。焊接锡青铜的焊条有ECuSn-B,它的力学性能见表11-11,其工艺特点见本章11.3.2节。
除此之外,还可按表11-38所列配方自制焊条。
表11-38 锡青铜焊条配方
2)焊接工艺:
①焊接边缘应仔细清理,除去所有的氧化物和污物,直到露出金属本色为止。
②穿透性缺陷、零件边缘部位的缺陷以及焊接部位金属的厚度不足8mm时,需用垫板或成形挡板。
③焊件焊接部位的刚性不大(即金属受热膨胀和遇冷收缩比较自由)时,焊前可不预热(ZCuSn3Zn8Pb6Ni1青铜除外)。焊接方法与铸铁冷焊法相似。焊接规范的选择与焊补缺陷的大小和位置、焊件的形状和尺寸等许多因素有关。表11-39所列焊接电流的数值可供参考。每层焊缝焊后在200℃以下锤击,以提高焊缝的致密性和消除焊接应力,提高强度。
表11-39 焊条电弧焊焊接电流的选择

④焊接部位的刚性大时,焊前必须预热,否则容易产生裂纹。根据焊件的形状和尺寸以及焊缝部位的刚性大小,可以采用整体预热法或局部预热法。预热温度为300~550℃。焊接方法与铸铁热焊法相似。焊接电流应比冷焊法高15%~25%。焊后应立即热处理,以防止焊件在冷却过程中产生裂纹和消除焊接应力。
3)焊接接头的力学性能为抗拉强度Rm=200MPa以上,伸长率A=10%左右。
(2)铝青铜
1)焊条。焊接铝青铜用的电焊条有ECuAl,其力学性能Rm为390~450MPa,伸长率A为10%~20%。其工艺特点见本章11.3.2节。
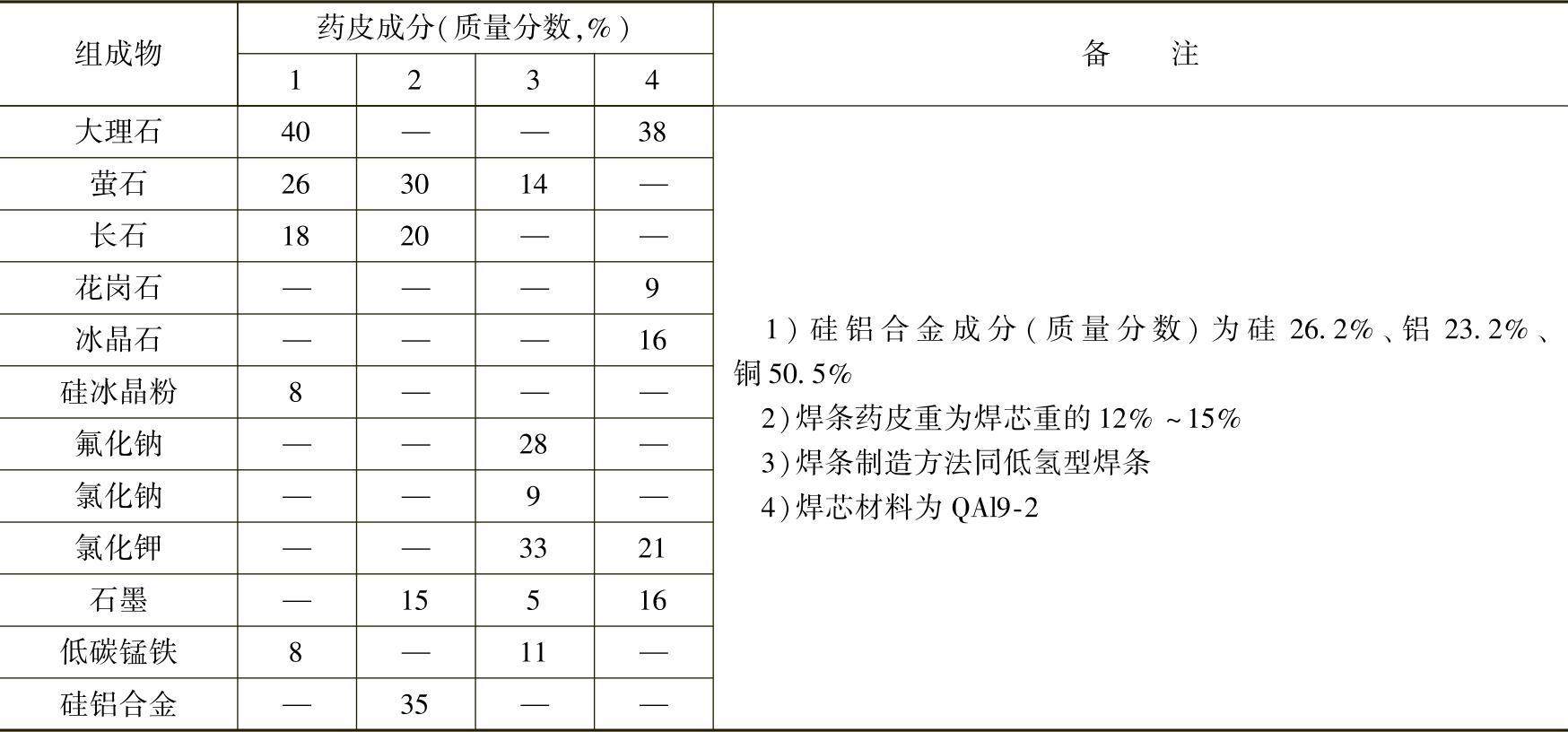
焊芯为QAl9-2的焊条药皮配方列于表11-40中,焊芯为QAl9-4的焊条药皮配方列于表11-41中,供自制焊条时参考。
表11-40 QAl9-2焊条药皮配方
 (https://www.xing528.com)
(https://www.xing528.com)
2)焊接工艺:
①清理焊接边缘,除去所有氧化物和污物。
②对于厚12mm以上的大工件,焊前需预热至200~500℃。
表11-41 QAl9-4焊条药皮配方

③采用直流反接法,焊接电流为焊条直径乘以45~50,短弧操作,焊条不作横向摆动。
④多层焊时,每一层焊缝焊后必须彻底清理焊缝表面,然后再焊下一层焊缝。
3)焊接质量。QAl9-2青铜焊条(表11-36中的焊条)和QAl9-4青铜焊条的焊缝金属的化学成分和力学性能列于表11-42。
表11-42 焊缝金属的化学成分和力学性能

4)焊接实例:
①ZCuAl9Mn2青铜阀体的焊补。用QAl9-2青铜焊条(表11-36)施焊,焊前将工件局部预热到300℃左右。
焊后质量:经液压壳体试验(升压到3.8MPa、保压300s)不漏。
②孔的焊堵。在20mm厚的ZCuAl10Fe3青铜板上有两个直径为25mm、深15mm的孔,如图11-13所示。用QAl9-4青铜焊条将孔焊满,不预热。在填补过程中,将每一层焊渣都清除干净。焊补后在刨床上刨出60mm宽、5mm深的槽。观察焊缝交界处熔合情况良好,焊缝和母材颜色一样。
4.青铜的手工氩弧焊
青铜的氩弧焊多用于焊补铸件的缺陷和损坏的机件,有时也会用于将简单零件拼焊成复杂构件的工作。
各种青铜由于化学成分差别很大,因此焊接性也各不相同。
(1)ZCuSn3Zn8Pb6Ni1青铜的焊接
1)焊前准备:
①待焊补的地方应将缺陷清除干净,并除去一切油污和氧化物。对于裂纹必须加工至无裂纹为止,并开成90°坡口。

图11-13 孔的焊堵
②用与母材相同成分的焊丝时,焊缝中产生多量气孔。因此要用ZCuZn25Al6Fe3Mn3黄铜作为填充焊丝。
焊丝用酸洗法清理。经15%硫酸加6%氯化铵的水溶液清洗后,须用热水把残留的溶液洗去。经酸洗后的焊丝应尽快使用,存放时间不可过长。
③焊件预热,在炉中将焊件预热至350~400℃。重量较小的零件也可用氧-乙炔焰预热。经预热后的零件,严禁敲击,并防止受振动。
2)焊接工艺:
①小心地将零件从炉中取出,放在垫有石棉板的平台上,并使待补的焊缝处于水平位置。
②焊接操作技术和一般氩弧焊相同。采用直流正接法。
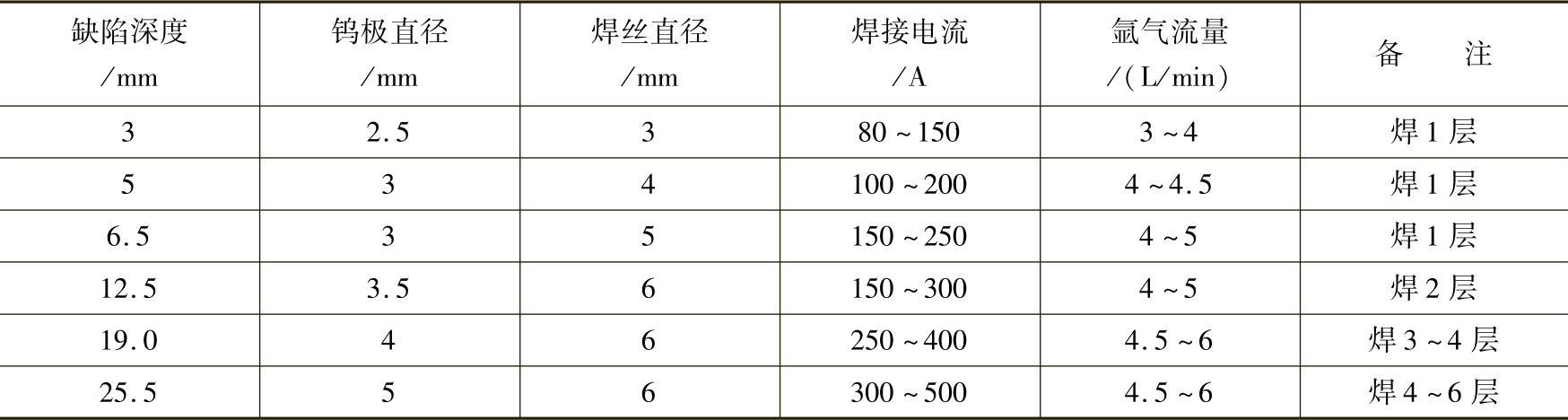
③焊接规范参数的选择要视工件的厚度而定,见表11-43。
表11-43 焊接规范
④每焊完一层焊缝后,必须用钢丝刷子仔细的清刷焊缝。
⑤焊后的焊件需在200℃左右的炉中缓冷。
3)通过上述的焊前准备及焊接工艺,得到的焊接质量。焊缝及焊接接头的力学性能令人满意,抗拉强度和伸长率都超过了母材,见表11-44。
表11-44 ZCuSn3Zn8Pb6Ni1青铜焊缝及接头的力学性能


图11-14 焊缝金属作水压试验用的试件
对焊缝金属作水压试验用的试件如图11-14所示。其中间直径为ϕ50mm的圆柱体部分均由焊缝金属组成。
水压试验结果表明,该试件性能良好。试验承受3.0MPa的试验压力,保压300s,未发现任何渗漏现象。而一般铸件仅能承受0.45~0.6MPa的试验压力。
(2)不含锌或铅的锡青铜(ZCuSn10Pb1)的焊接
1)可以采用与母材成分相同的材料作为填充焊丝。
2)如果焊补缺陷所在部位的刚性不大,焊件厚薄也没有显著差别时,焊件可不预热。焊接时应设法尽可能减小焊接部位的过热。为此应在保证填充金属和母材能很好熔合的条件下,选用较小的焊接电流;焊接的宽度和长度也要适当,不要连续施焊,待上一道焊缝冷却到60~100℃以后,再焊第2道焊缝。在焊补缺陷较多或面积较大的情况下,应分散进行焊接。
3)其余与ZCuSn3Zn8Pb6Ni1青铜的焊接相同。
(3)铝青铜的焊接
1)采用与母材成分相同的材料作为填充焊丝。
2)焊接用交流电进行,操作技术与一般氩弧焊相同。
3)焊接规范。可以参考纯铜的焊接规范,但焊接电流应减小25%~30%。对于厚度小于12mm的焊件,可以不必预热;当焊件厚度大于12mm时,预热温度为150~200℃。
在焊接过程正常的情况下,无论是焊缝成形和焊缝的力学性能都能得到满意的结果。
(4)磷青铜、硅青铜的焊接
其他如磷青铜、硅青铜等,焊接时没有特殊困难,所以填充金属的成分可以与母材相同,采用直流正接或交流均可得到良好的结果。
[1]1个大气压=101.325kPa。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。