



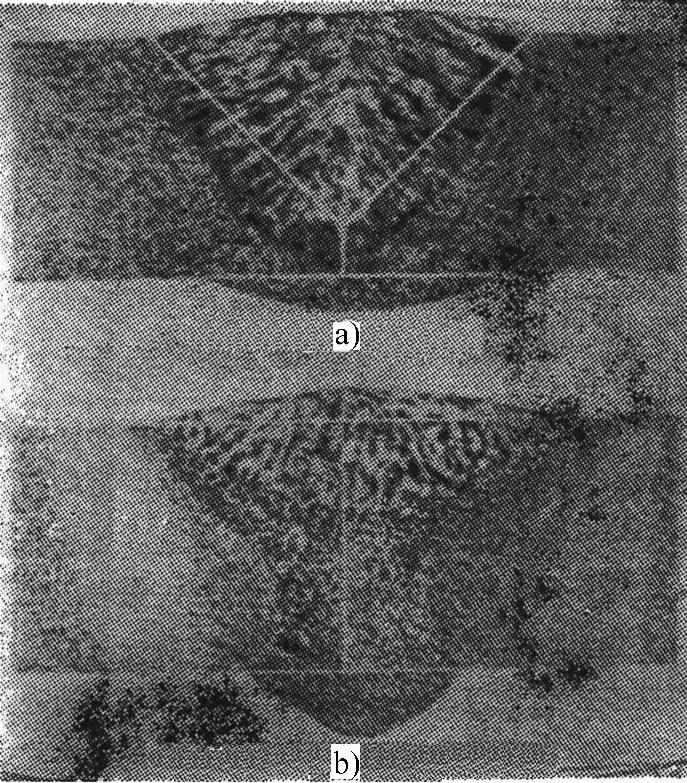
图10-8 采用钨极气体保护电弧焊和穿透法等离子弧焊得到的厚度为6.4mm 410型不锈钢的焊接接头
a)钨极气体保护电弧焊 b)穿透法等离子弧焊
在对一定厚度范围内的金属进行焊接时,适当地配合电流、离子气流及焊接速度三个焊接参数,等离子弧将会穿透整个工件厚度,形成一个贯穿工件的小孔,焊枪前进时,在小孔前沿的熔化金属沿着等离子弧柱流到小孔后面并逐渐凝固成焊缝。厚度为6.4mm不锈钢板对接焊穿透型焊缝的外观以及通过小孔截取的焊接接头横断面如图10-9所示。
穿透法等离子弧焊的主要优点是能够迅速地穿透一定厚度的根部断面,以及不采用衬垫就能产生均匀的底层焊道。焊缝的深宽比相当大,因此焊缝和热影响区比较窄(可参见图10-2)。由于穿透法等离子弧焊要求精确控制,故通常是采用自动焊来进行的。当然,技术熟练的焊工用手工操作也能成功地焊接出穿透型焊缝。
对于开有坡口的板材,穿透法等离子弧焊可焊接铜和不锈钢的厚度为1.6~6.4mm(即板的总厚度或钝边厚度)。焊接密度较小或在熔化状态表面张力较大的金属(如钛合金)时,用穿透法等离子弧焊能够焊接更厚的板材,可达15mm。
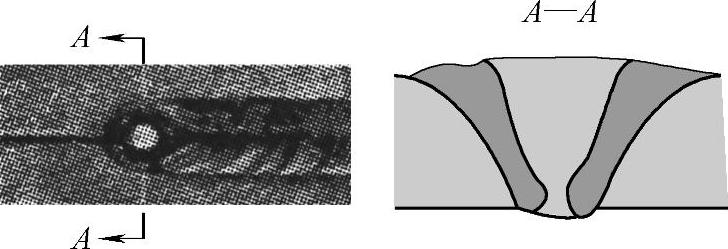
图10-9 厚度为6.4mm不锈钢板穿透型焊缝的外观
1.衬棒的技术要求
穿透法等离子弧焊的焊接熔池是由熔化金属的表面张力支撑的,所以可以不必在焊缝的背面采用装配严密的衬棒(衬棒的作用是冷却焊缝和保持其装配公差)。然而,为了保护底层焊道免受大气的污染,一般在焊缝的背面要求像钨极气体保护电弧焊一样用保护气体进行保护。图10-10所示的焊缝背面保护装置用了一个导气槽,以便在焊缝根部通入保护气体。这种装置的作用是可以支撑和对准焊件,容纳背面的保护气体,并提供一个等离子流的出口空间。槽口尺寸一般是宽为20mm左右、深为25mm左右。
2.穿透型焊缝的起焊(https://www.xing528.com)
焊接厚度小于3.2mm的金属时,可以采用常规的工作电流、焊接速度和小的气体流量开始焊接纵向和环向穿透型焊缝。这样产生的小孔很小或不会扰动熔池,得到的正面和背面焊道都是光滑的。
焊接厚度大于3.2mm的金属时,要求工作电流和离子气所形成的等离子弧在开始穿透焊接接头时,像挖开或掘开它下面的熔化金属一样。这种挖开作用可能会引起气孔和严重的焊缝表面不规则。为了尽可能在焊件外面建立起小孔,常采用引弧板。焊接厚板环缝接头时,从浅的熔深到形成一个小孔的圆滑过渡可通过逐渐增加焊接电流和离子气流量来实现。起焊穿透型焊缝的焊接电流和离子气体流量的典型斜率控制曲线示于图10-11的左侧。这些作用是通过焊接控制器自动完成的。
3.穿透型焊缝的终止
如果焊接电流在焊缝的末端突然被中断,小孔就不会闭合,但如果能使焊缝终止在引出板上,就可克服这个缺点。当不能采用引出板时,则可采用斜率下降控制器逐渐减小焊接电流和离子气的流量来闭合小孔,如图10-11右边的曲线所示。逐渐减小焊接电流和离子气流量的实际效果,是减小了电弧吹力和热输入,并允许熔化金属不断流入小孔中并凝固。
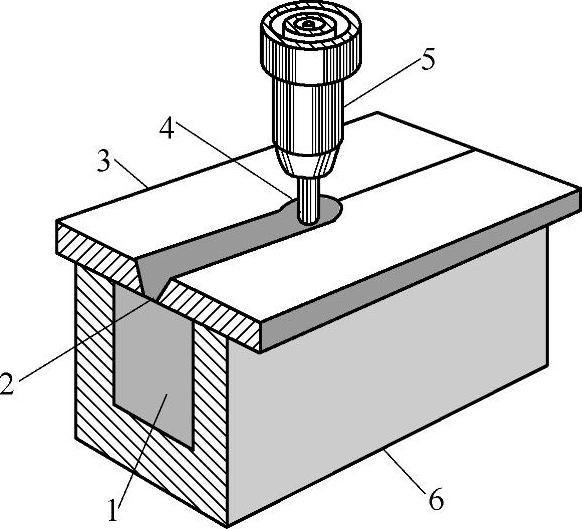
图10-10 穿透法等离子弧焊采用的典型衬垫
1—背面保护气体 2—焊缝金属 3—焊件 4—小孔 5—等离子枪 6—衬块
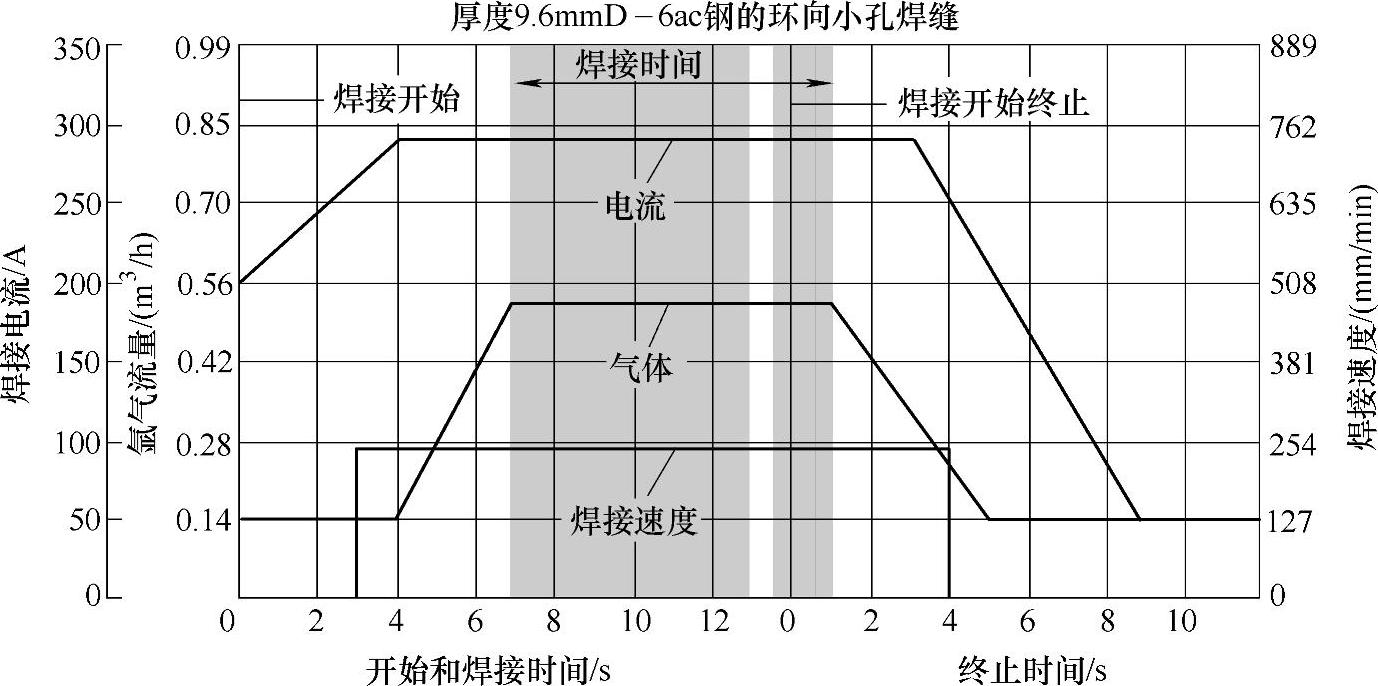
图10-11 为了开始和终止厚度9.6mm D-6ac钢的穿透型焊缝所控制 的焊接电流和离子气流量斜率变化曲线
当出现电源故障或其他有害因素时,就会在完成焊接之前出现焊接工作中断的现象,小孔就会留在焊件中。这个小孔可通过下列方法填满,即把等离子弧焊炬放在小孔前面几十毫米的地方,重复焊接过程来填满小孔。修复后的焊缝会在焊缝表面稍呈凹状,但这个凹陷会在焊接下一层焊缝时被填满。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。