



等离子弧焊时,离子气和保护气体需要单独的通路,并且喷嘴必须用冷却水套进行保护,所以等离子弧焊用的焊枪比钨极气体保护电弧焊的要复杂。
手工等离子弧焊枪如图10-4所示。焊枪上装有操作手柄(固定钨极于适当位置)、导电装置、离子气和保护气体的各自通路、铜制水冷喷嘴以及一个外保护罩(通常是由陶瓷制成的)。自动等离子弧焊枪与手工焊枪类似。
气体和焊接电流的控制器一般与焊枪是分开的,采用脚踏控制或自动控制。
1.喷嘴直径
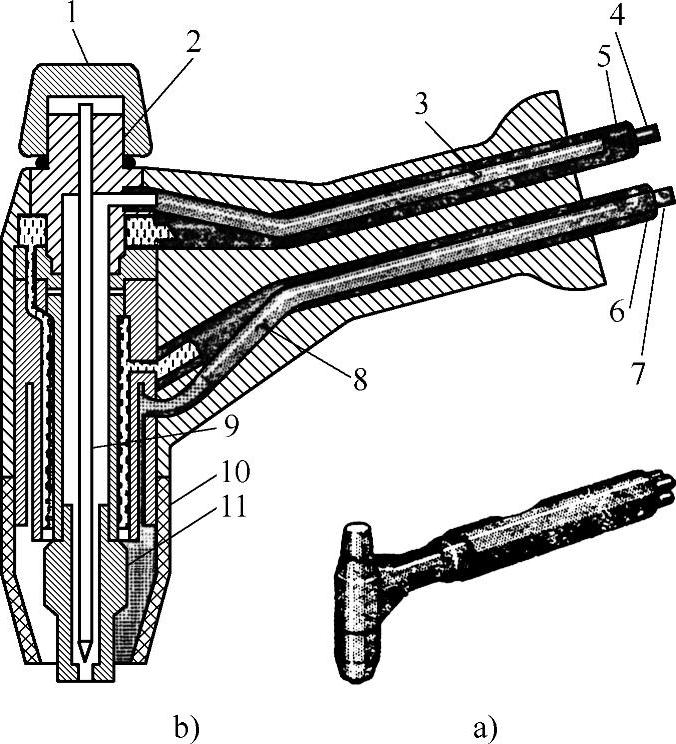
图10-4 手工等离子弧焊的典型焊枪
a)等离子弧焊枪 b)焊枪剖面
1—帽盖 2—动力块 3—等离子气进口 4—维弧和转移型等离子弧电缆 5—冷却水出口 6—冷却水进口 7—维弧电缆 8—保护气体进口 9—钨极 10—外保护罩(陶瓷) 11—喷嘴(铜制)
表10-1列出了喷嘴直径与电流之间的相互关系。等离子气的流量随着喷嘴直径的增加而增加。从表10-1可知,采用非常低的电流时,喷嘴直径可小到0.8mm。
表10-1 喷嘴直径与电流及离子气体流量的典型关系

2.多孔喷嘴(https://www.xing528.com)
大多数等离子弧焊枪喷嘴中只有一个孔,如图10-1、图10-3和图10-4所示,但是可采用多孔喷嘴焊枪,这种焊枪有一定的优点。
有人曾对各种不同类型的多孔喷嘴作了评价,其中包括以成排、圆形和其他几何形状排列小孔的各种喷嘴。最成功的喷嘴设计是多孔喷嘴,其结构是:有一中心孔,其左右各有一个小孔,这3个孔具有共同的水平中心线,如图10-5所示。每个小孔的横断面积约为主孔的1/4,输送一部分等离子气,并把由等离子弧产生的一般圆形热场变成椭圆形或拉长的形状。当多孔喷嘴被调整得使两个小孔的中心线垂直于焊接接头时,电弧就沿焊接接头纵向拉长。这种拉长的热场允许采用更大的焊接速度,并能得到热影响区更窄的焊缝。在焊接厚3.2mm不锈钢Ⅰ形坡口对接接头时,采用单孔喷嘴的最大焊接速度为305mm/min,但采用多孔喷嘴焊接速度可以提高到450mm/min。用单孔和多孔喷嘴时,电流为180A,等离子气的流量为0.425m3/h,保护气体流量为1.0m3/h。
3.喷嘴的寿命
采用等离子弧焊接时,喷嘴的寿命比较短,因此妨碍了等离子弧焊更广泛的应用。喷嘴的损坏是由于在电极和喷嘴内部靠近小孔的部位之间产生电弧以及等离子弧产生的巨大的热量造成的。小型焊枪喷嘴(指电流在100A以下)的寿命一般是比较短的,因为与大型焊枪相比,冷却水的冷却作用比较小。
也有在电弧仅仅燃烧几分钟后,喷嘴就损坏,不能再继续使用的情况,然而这只是例外的情况。在一个大型飞机制造厂里,采用电流250A进行钛的环缝焊接,喷嘴的寿命一般为24h。
为了延长喷嘴的寿命,人们试验了几种方法。其中一种方法是将喷嘴的关键部位设计成一个可以快速更换的插入件,显然与替换整个喷嘴相比,这种方法大大地减少了费用。另外,因为钨极末端与喷嘴内壁上的最近点之间的距离也是一个较重要的参数,所以将这个距离控制到最佳值有助于延长喷嘴的寿命。因为各种类型焊枪的尺寸与结构不同,所以这个最佳值是变化的。在每个焊枪上都标有给定的距离数值。通常,这个数值可通过焊枪上的调节螺钉来控制,也有些焊枪利用插入孔中的标准尺来调整和固定电极的位置。
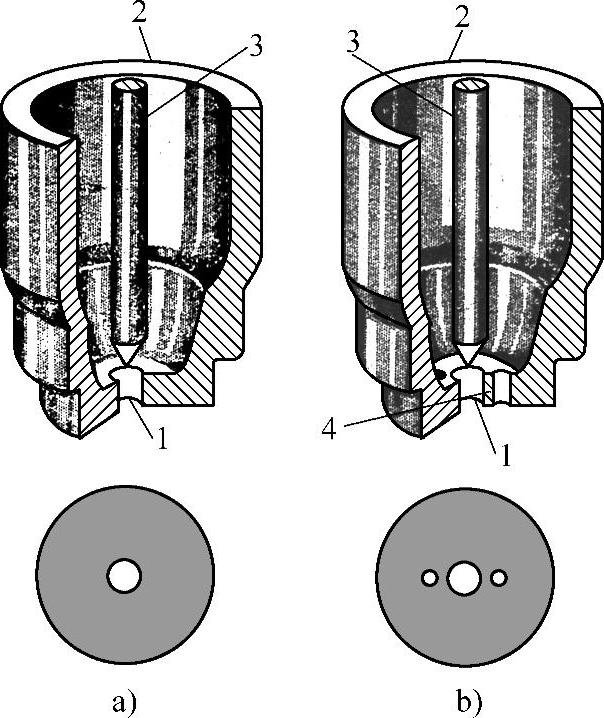
图10-5 单孔与多孔喷嘴
a)单孔 b)多孔
1—中心气体通道 2—喷嘴 3—电极 4—辅助气体通道(两个)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。