



等离子弧焊几乎无一例外的都是采用恒电流电源(陡降特性),直流正接,因直流反接会引起电极的严重烧损。直流电可通过交流电整流、或由弧焊发电机、或由机动发电机供给。
空载电压为65~80V的弧焊整流器是最常采用的基本焊接装置。可以把钨极气体保护电弧焊的电源装置经过改造作为等离子弧焊的焊接电源,也有专门用于等离子弧焊的具有调节装置的焊接电源。例如,焊接环缝接头时,小孔必须逐渐开启和逐渐封闭,这就要求采用具有电流升降调节装置的焊接电源,可以采用控制电流升降和按所需要的时间间隔控制气体流量的程序控制设备。

图10-2 电子束焊、等离子弧焊(穿透型)及钨极气体保护电弧焊的典型熔化宽度
a)电子束焊 b)等离子弧焊(穿透型) c)钨极气体保护电弧焊或等离子弧焊(指普通的熔化型)
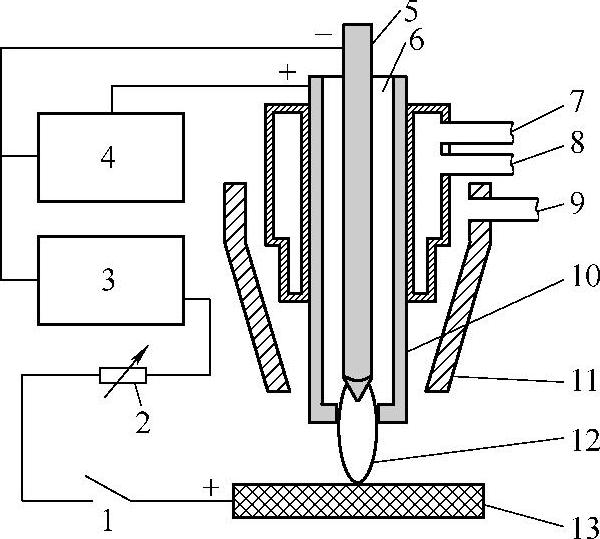
图10-3 采用转移型等离子弧的焊接系统示意图
1—接触器 2—可变电阻器 3—焊接电源 4—维弧电源 5—电极 6—等离子气 7—冷却水出口 8—冷却水进口 9—保护气体进口 10—喷嘴 11—外保护罩 12—等离子弧 13—焊件(https://www.xing528.com)
等离子弧焊的主要设备之一是引弧用的电源。因为电极尖端在喷嘴内(图10-1和图10-3),不像钨极气体保护电弧焊那样是用电极触及焊件的方法来引弧,因此必须采用别的引弧方法。
对于小电流(100A以下)的焊接,最常采用图10-3所示的焊接系统。在该系统中,一个单独的直流电源(图10-3中的维弧电源)与电极和铜喷嘴连接在一起,利用这种附加电源,在电极和喷嘴内壁之间建立维弧。要引燃维弧,可利用调节螺钉移动电极,使喷嘴内壁的底部与电极尖端之间产生一定的间距。这个间距是由所采用的焊枪规定的,可依据游标型指形螺钉的转动数来测定。
维弧的维持时间比较短促,当维弧工作时,使少量的氩气流经喷嘴。
当建立起维弧时,接通焊件的接触器(图10-3中的1)闭合,并且当焊枪的喷嘴接近焊件时,热电离的离子气就在电极与焊件之间形成导电的路径,并在电极和焊件之间产生电弧。
小电流焊接的这种引弧方法,能够获得平稳的引弧,消除了高频引弧可能产生的痕迹。但某些焊接系统还是采用高频发生器来引燃维弧。
对于大电流焊接,一般是像钨极气体保护电弧焊那样,通过把高频电流叠加到主要焊接电流中来引弧的。高频电流可通过一个单独的电源(图10-1中的3)来得到。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。