



等离子弧焊与钨极气体保护焊一样,都是采用钨作为电极。焊枪内有两个独立的气流管道,其中一个气流在孔体内部环绕钨极,并通过小孔压缩电弧,以形成高热而快速运动的等离子射流。这种气体必须是惰性气体,一般采用氩气。
另一个气流是流经喷嘴与外保护罩之间的保护气体,它能防止周围大气污染熔融的焊缝金属和电弧。这种气体也可以采用惰性气体,如氩气进行保护。但是,采用无氧化性的混合气体,如氩+5%氢通常是有利的。
1.喷嘴与焊件之间的距离
通常把喷嘴到焊件的距离保持在5mm左右。与钨极气体保护电弧焊中从钨极末端至焊件之间的距离相比较,这个距离是不太严格的。这个距离为3.2~6.4mm,对焊接质量没有大的影响。
2.电弧形成
按产生方式的不同等离子弧可分为转移型等离子弧和非转移型等离子弧。在转移型等离子弧中,电弧是在焊件与电极之间建立的;非转移型等离子弧是在电极和喷嘴之间产生的,并且只通过热等离子体把热量传递给焊件。
焊接几乎都采用转移型等离子弧,因为转移型等离子弧能把更多的热量传递给焊件。采用转移型等离子弧的焊接系统如图10-1所示。应注意,电源负端接电极,而正端接工件(通常把这种接线方法叫做直流正接)。正端导线通过一个电阻器也连接到喷嘴上,这就使得可以按需要在低电流时建立非转移型等离子弧。
当要求较低的能量集中时,可把非转移型等离子弧用于特殊的焊接场合。它的主要用途是连接或切割不导电的材料。非转移型等离子弧同焊件之间不接电。
3.热能的集中(https://www.xing528.com)
在热能集中方面,压缩等离子弧介于钨极气体保护电弧焊的非压缩电弧和电子束焊的电子束之间。电子束焊、等离子弧焊及钨极气体保护电弧焊三种焊接方法的热源集中程度以厚6.35mm的410不锈钢的熔化区宽度表示,如图10-2所示。通常,如果采用一般熔透型等离子弧焊接则等离子弧焊与钨极气体保护电弧焊方法焊得的焊缝相似。
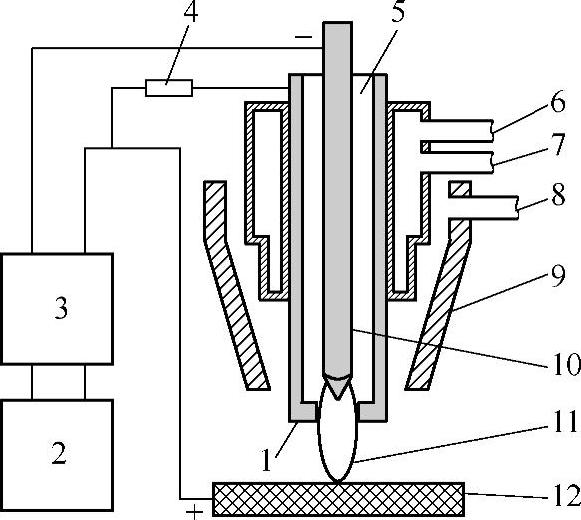
图10-1 采用转移型等离子弧的焊接系统示意图
1—喷嘴 2—焊接电源 3—高频发生器 4—电阻器 5—等离子气 6—冷却水出口 7—冷却水进口 8—保护气体进口 9—外保护罩 10—电极 11—等离子弧 12—焊件
由图10-2可以看出,用穿透型等离子弧焊时,焊缝较深、较窄。
4.电流
等离子弧焊接可采用比钨极气体保护电弧焊低得多的焊接电流,电流可降低到1A,甚至低到0.1A,但有时也用大电流。虽然一般认为低电流焊接的电流范围为0.1~100A,大电流焊接的电流为大于100A(通常为100~500A),但大电流和小电流的分界线是任意确定的。焊接电流很少超过500A,一般小于400A。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。