



(1)用钢芯球墨铸铁焊条(EZCQ)焊补
EZCQ药皮中含石墨化剂和球化剂,可使焊缝变为球墨铸铁。电源可用直流反接或交流。焊前预热至500℃左右,焊后缓冷。热处理后焊缝的组织和性能与母材相近。焊后热处理有正火处理和退火处理两种。正火处理的工艺是:900~920℃保温2.5h,炉冷至730~750℃保温2h,出炉空冷;退火处理的工艺是:900~920℃保温2.5h,炉冷到100℃以下生炉。
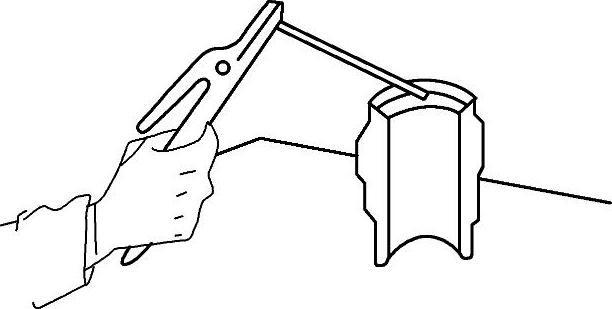
例如,堆焊铁路车辆球墨铸铁轴瓦,其过程如下:将待焊的球墨铸铁轴瓦预热至400~500℃,去掉油污及铁锈,立放在焊台上,按图9-11所示的位置进行堆焊。因轴瓦磨损深15~30mm,宽10~15mm,故需连续堆焊两层。堆焊时,运条速度要慢,弧柱中心多在夹角处停留一段时间,以免夹角处焊不透或夹渣,动作要迅速敏捷,中间不要间隔。焊完一层用尖锤除掉渣壳,再焊下一层。电弧过低影响渣的上浮,过高则容易产生气孔或元素的烧损,因此弧长最好为3~5mm。堆满以后在圆弧正面均匀堆焊一层,然后放至石棉灰中保温。
焊边时运条速度要快,这样可保证焊波既平又无下垂。焊接电流过小容易夹渣,过大则容易使涂料氧化,故ϕ4mm焊条以150~190A为宜。堆焊速度控制在10~15m/h范围内,每层堆焊宽度为10~15mm,即最小宽度应为轴瓦磨损的宽度。焊后按前述热处理规范进行正火或退火。
 (https://www.xing528.com)
(https://www.xing528.com)
图9-11 球墨铸铁轴瓦堆焊
(2)用镍铁铸铁焊条(EZNiFe-1、EZNiFe-2)及高钒铸铁焊条(EZV)补焊球墨铸铁
用这两类焊条焊补球墨铸铁与焊补灰铸铁的焊接工艺相同。焊接应在避风处进行。气温较低及焊件厚度大时以预热至100~200℃为宜。旧铸件应用火焰清除油污、水分,烧到没有烟气为止(约400℃左右)。焊接电流以小电流为宜,但需熔合良好。直径为3.2mm的焊条,电流可用90~100A;直径为4mm的焊条,电流可用135~145A。焊前应将焊条经120~150℃烘干2h。
用这两类焊条焊接球墨铸铁都可以获得较高的强度(约400MPa)。采用镍铁铸铁焊条,配以适当预热,焊后加工性能较好。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。