



1.尺寸
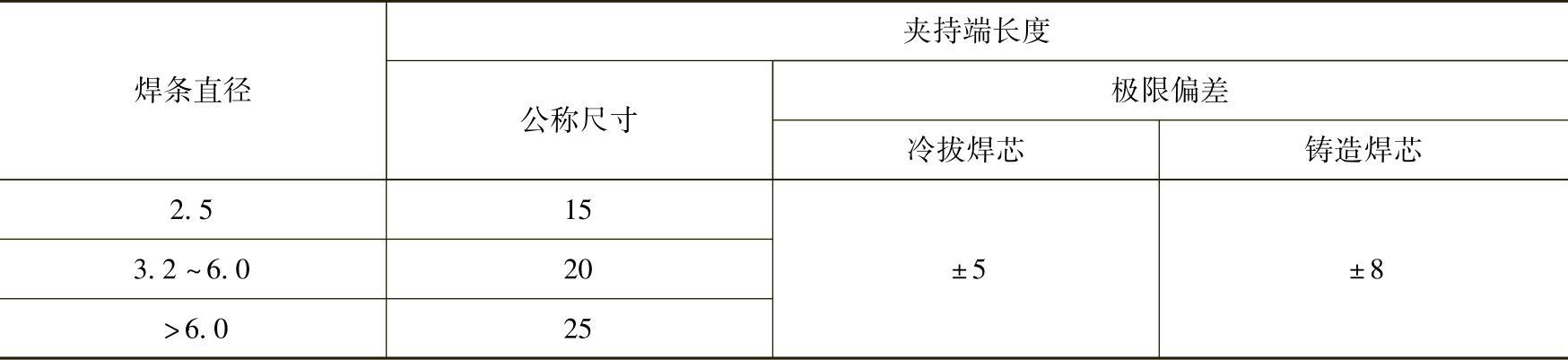
1)焊条的直径和长度应符合表9-8的规定,焊条夹持端尺寸应符合表9-9的规定。允许以直径ϕ3.0mm代替ϕ3.2mm焊条,以直径ϕ5.8mm代替ϕ6.0mm焊条。
表9-8 焊条的直径和长度 (单位:mm)

表9-9 焊条夹持端尺寸 (单位:mm)
2)填充焊丝的尺寸应符合表9-10的规定,允许制造截面为圆形或正方形的焊丝。
表9-10 填充焊丝的尺寸 (单位:mm)

3)气体保护焊焊丝和药芯焊丝的尺寸应符合表9-11的规定。
表9-11 气体保护焊焊丝和药芯焊丝的直径 (单位:mm)

2.焊条药皮
1)焊条药皮应均匀、紧密地包覆在焊芯周围、整根焊条药皮上不应有影响焊条质量的裂纹、气泡、杂质及剥落等缺陷。
2)焊条引弧端药皮应倒角,焊芯端面应露出。焊条长度方向上的露芯长度应不大于焊芯直径的三分之二。各种直径的焊条沿圆周的露芯不应大于圆周的一半。
3)焊条药皮应具有足够的强度,不应在正常搬运或使用过程中损坏。
4)焊条药皮应具有一定的耐吸潮性,开启包装后不应因吸潮而影响使用。
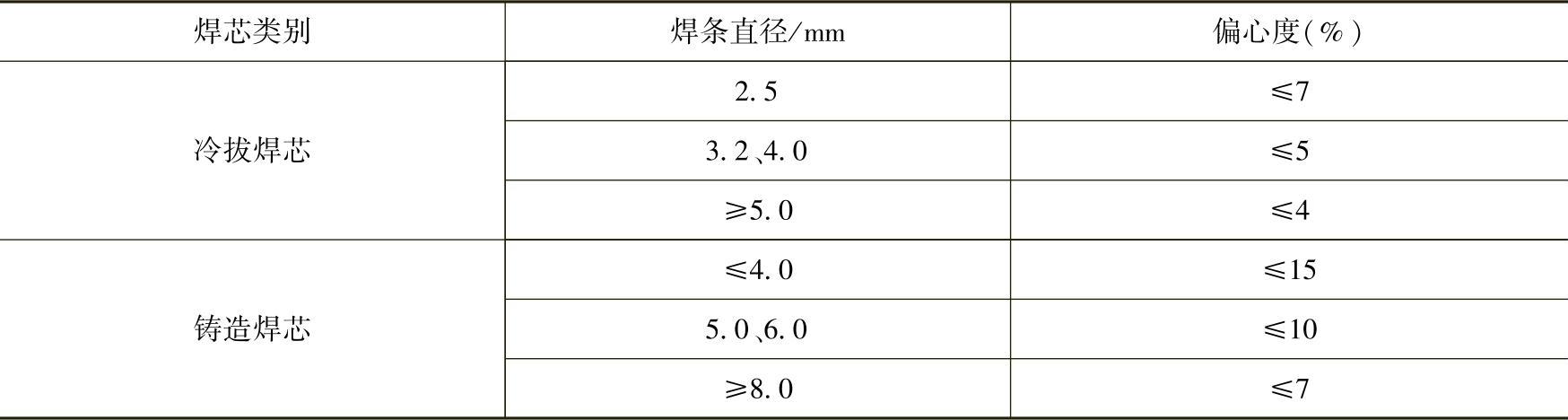
5)焊条偏心度应符合表9-12的规定。
表9-12 焊条偏心度
3.填充焊丝表面及断口(https://www.xing528.com)
1)铸造焊丝表面应光滑、清洁,不应有影响焊接质量的裂纹、气孔、夹渣等缺陷及氧化皮、油污等脏物。
2)铸造焊丝断口不应有影响焊接质量的裂纹、气孔及夹渣。
偏心度的计算方法如下(图9-4):

式中 T1——焊条断面药皮层最大厚度+焊芯直径;
T2——同一断面的药皮层最小厚度+焊芯直径。
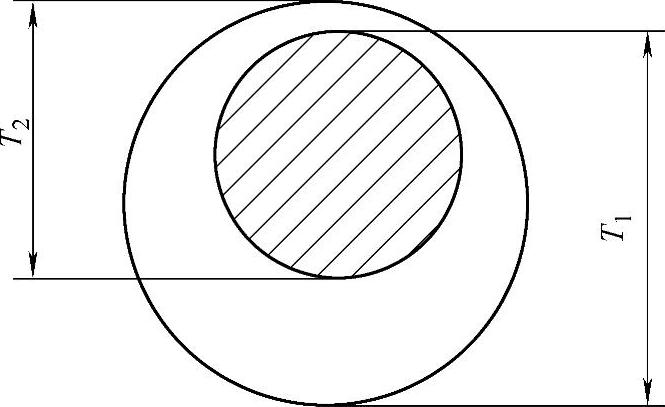
图9-4 焊条偏心度
4.气体保护焊焊丝和药芯焊丝的表面粗糙度和均匀度
1)焊丝表面应平滑光洁,应无毛刺、凹坑、划痕、锈皮、裂痕、折叠(除药芯焊丝上的纵缝之外)和对焊接工艺、焊接设备的操作或焊缝金属性能有不良影响的杂质。
2)任何连续长度的焊丝应由同一批材料制造、焊接接头(若存在)应不影响焊丝在自动和半自动焊接设备上均匀、连续地送进。
3)药芯焊丝的芯部成分应在焊丝长度方向上均匀分布,以防止对焊丝或焊缝金属性能产生不良影响。
5.焊接工艺性能
1)焊条应引弧容易,在焊接过程中电弧燃烧稳定,不应有过大的飞溅。药皮熔化应均匀,无成块脱落现象,容易清渣。
2)填充焊丝应熔化均匀,铁液流动性及焊缝成形较好。
3)气体保护焊、焊丝和药芯焊丝应电弧稳定,焊缝成形较好。
6.化学成分
1)EZFe型焊条焊芯化学成分应符合表9-5的规定,其他型号焊条和药芯焊丝的熔敷金属化学成分应符合表9-4的规定。
2)填充焊丝的化学成分应符合表9-6的规定。
3)气体保护焊丝的化学成分应符合表9-7的规定。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。