



平板闸阀的闸板材料是用4140合金钢锻制而成的,其手工和自动钨极气体保护电弧堆焊耐磨层的特有形式和典型尺寸如图8-22所示。
这两种堆焊方法都采用焊接电源为500A的弧焊整流器和直径ϕ5mm的4A组钴基硬质合金棒。钴基硬质合金棒的化学成分(质量分数)为:C 1.09%、Cr26.25%、Fe7.01%、W4.22%、钴(余量)。手工钨极气体保护电弧堆焊采用300A的焊枪,自动钨极气体保护电弧堆焊采用500A的焊枪。对于这两种方法,焊件堆焊前的准备(待堆焊表面的清洗和机械加工)都是相同的。两种方法都不采用预热。这两种方法的主要差别是采用的堆焊装置和堆焊金属层的形状不同。手工钨极气体保护电弧堆焊方法(不采用堆焊装置)要在整个焊件的表面上全部堆焊耐磨层,表面耐磨层堆焊面积为16200mm2(图8-22a),采用变速回转工作台、焊枪摆动机构和硬质合金棒的冷丝送进机构。自动钨极气体保护电弧堆焊方法可以对工件表面进行选择性堆焊,表面耐磨层堆焊面积为12740mm2(图8-22b),堆焊金属层的厚度约为3.2mm,耐磨堆焊后,阀门的闸板需经625℃消除应力处理。这两种方法的数据比较见表8-13。
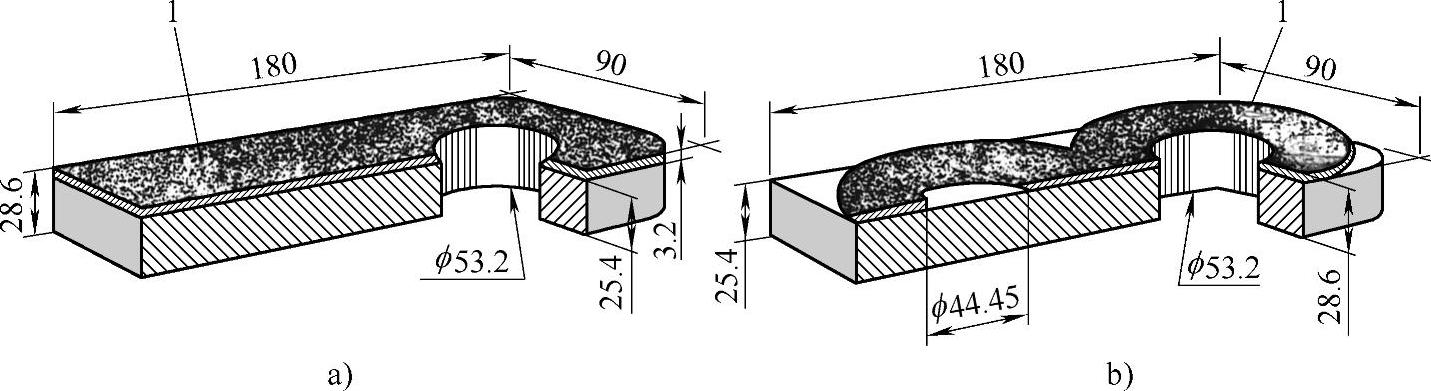
图8-22 手工和自动钨极气体保护电弧堆焊平板闸阀闸板的耐磨层
a)手工钨极气体保护电弧堆焊 b)自动钨极气体保护电弧堆焊(https://www.xing528.com)
1—表面耐磨堆焊层
表8-13 手工和自动钨极气体保护电弧堆焊数据比较
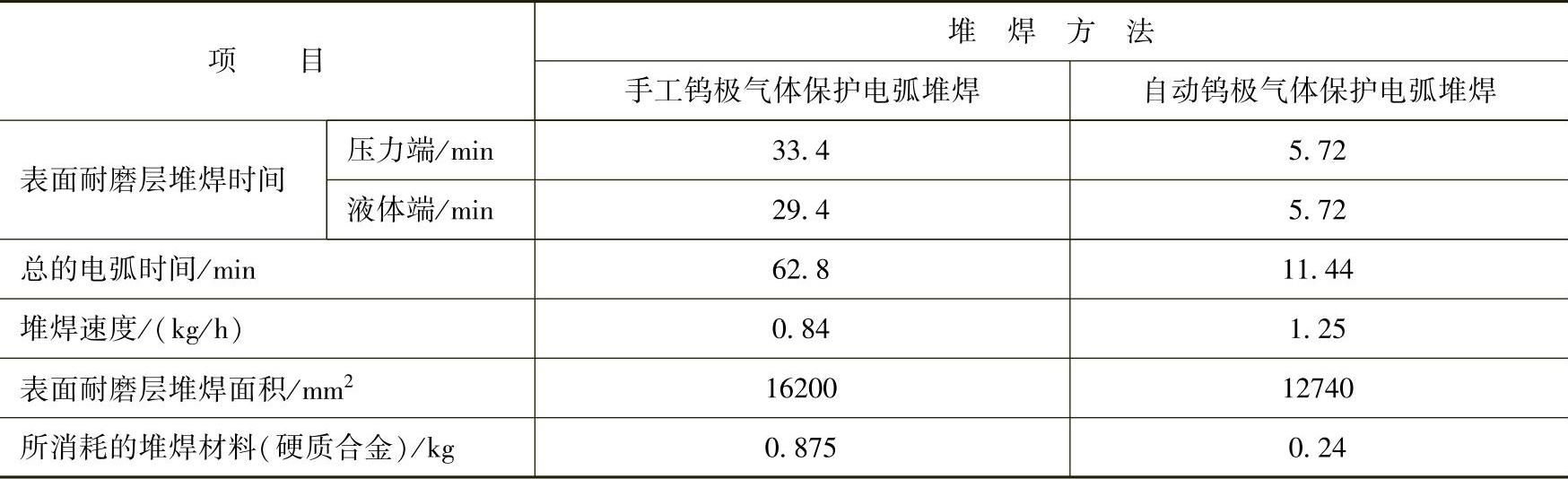
从表8-13可以看出,与手工钨极气体保护电弧堆焊相比,自动钨极气体保护电弧堆焊的速度更快,更经济,表面耐磨合金的消耗量更少,缺陷也比较少。因此,用自动钨板气体保护电弧堆焊闸板密封面最佳。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。