



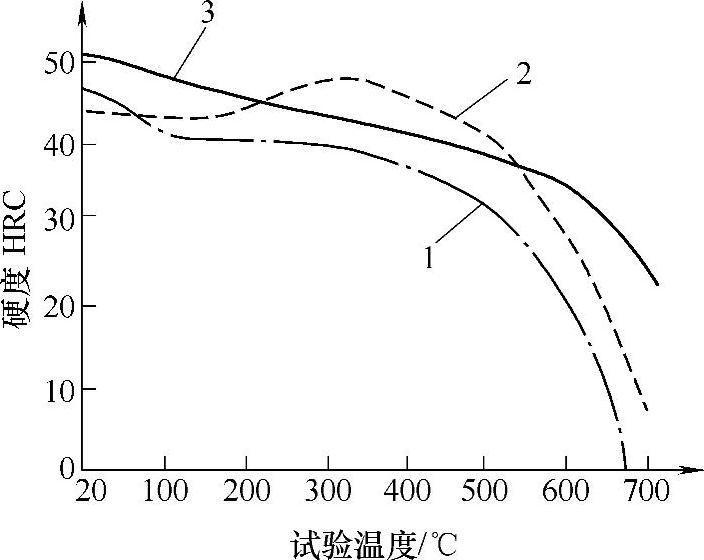
图8-21 三种硬质合金在不同温度下的硬度比较
1—铁基(EDCrNi-C-××) 2—镍基(EDNiCr-C) 3—钴基(EDCoCr-B-××)
某电站锅炉主蒸汽暖管闸阀阀座,公称尺寸NPS10,母材为F92(9Cr-2W-V)锻钢,要求堆焊其密封面,堆焊层尺寸厚为4mm,宽为20mm。
1.堆焊层合金系统的选择
考虑到零件的工作条件要求高温耐磨和耐腐蚀,应该选用堆焊硬质合金。硬质合金包括铁基硬质合金、镍基硬质合金和钴基硬质合金,这三类硬质合金的高温耐蚀性都能满足工作要求,但钴基硬质合金的高温耐磨性最好,如图8-21所示。如果是用在超临界和超超临界火力发电机组,钴基硬质合金最好,因为在600℃以上其硬度还较高。但如果是核电系统,因钴属于放射性元素,且核电系统的工作温度在400℃左右,故选用镍基硬质合金最好。
2.堆焊方法的选择
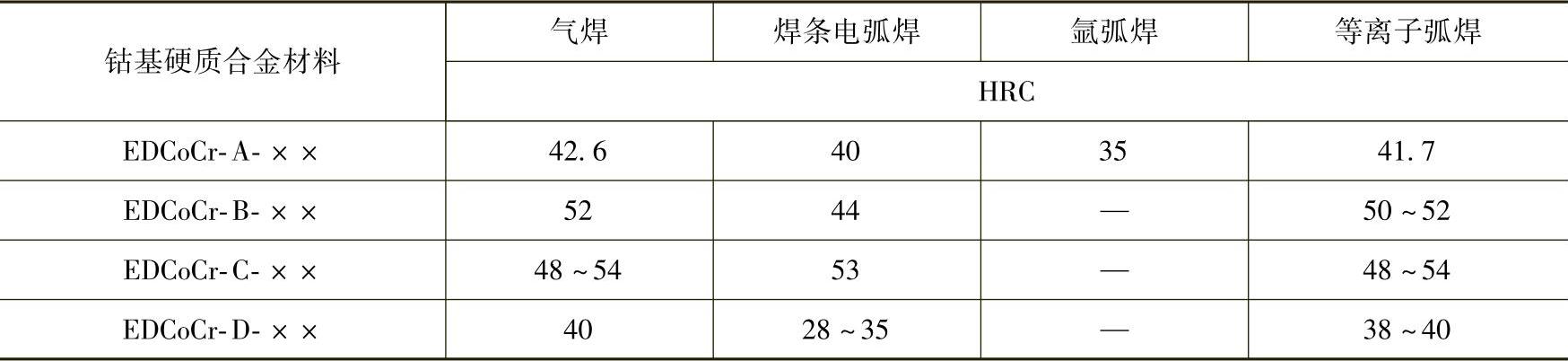
分别采用气焊、焊条电弧焊,钨极氩弧焊以及等离子弧焊四种方法对钴基硬质合金、材料进行堆焊,所得各堆焊层硬度见表8-10。
表8-10 四种堆焊方法所得堆焊层硬度
 (https://www.xing528.com)
(https://www.xing528.com)
从表8-10可以看出:气焊熔深最小,母材在堆焊层中比例小,故硬度值最高;焊条电弧焊及氩弧焊熔深较大,故堆焊层硬度下降;等离子弧堆焊层的硬度略低于气焊(但生产率却比气焊提高了3倍到10倍)。
鉴于钴基硬质合金塑性差,不能轧制和拔丝,但合金粉末易于配制,因此采用合金粉末渗合金方式。
由于工件较规则,便于自动堆焊,故采用合金粉末等离子弧自动堆焊法。
3.堆焊工艺的制订
钴基硬质合金塑性差,其膨胀系数与母材的相差较大,且母材F92锻钢也有淬火倾向,故为了减少热应力并防止产生裂纹,焊前必须采取预热措施。同时,堆焊焊缝较宽(20mm),故焊枪必须摆动。最后确定堆焊工艺规范见表8-11。
表8-11 堆焊钴铬钨工艺规范

注:等离子气体及送粉气体均为工业纯氩。
采用上述工艺,堆焊层一次堆焊成形,堆焊后经检验,无裂纹、夹渣和气孔等缺陷,质量合格。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。