



1.试件制备
1)堆焊工艺评定试验的试件不小于150mm×150mm(或直径不小于ϕ100mm),堆焊的最小厚度应在堆焊工艺指导书(WPS)中规定,或者也可以采用与产品零件相同尺寸的母材试件来完成评定试验。如在管子上评定的最小长度应为150mm,最小直径能满足取样数量的要求,且应绕试件周围连续堆焊。
2)堆焊基面(工艺平台)可以是凸台、凹槽或凹角,尺寸按WPS中的规定。
3)应用机械切削方法加工堆焊基面,所有过渡处应为圆角平缓过渡。
2.试件检查
1)试件检查项目:外观检查、渗透检查、硬度检查、化学成分分析。
2)外观检查:
①试件应保证几何尺寸,变形在允许范围之内,堆焊层在处理到WPS规定的最小厚度时应有足够的加工余量。
②用目测或5~10倍放大镜检查,堆焊层表面不得有裂纹、气孔、疏孔和疏松等缺陷。堆焊层侧面不得有未焊透现象。
3)渗透检查:
①堆焊表面应进行渗透检测,检测结果不低于JB/T 4730.5—2005表3中Ⅱ级的要求。
②渗透检测可采用着色法和荧光法,检验方法按JB/T 4730.5—2005的规定。堆焊面不允许有裂纹,在渗透检测前允许对堆焊表面进行适当处理。(https://www.xing528.com)
4)硬度检查:
①将堆焊表面处理到WPS规定的最小厚度后,在堆焊层表面的不同位置至少测3个硬度读数。
②所有硬度读数应不低于相应焊条、合金粉末或焊丝规定的硬度指标或WPS中规定的要求。
5)化学成分分析:
①当WPS中规定化学成分分析时,化学成分分析取样应在试件中部堆焊层横截面上进行取样,取样位置如图8-1所示。分析方法和合格指标应符合相应标准和图样或有关技术文件的规定;当WPS中未规定化学成分分析时,则不要求作化学分析。
②堆焊层评定的最小厚度如图8-1所示。
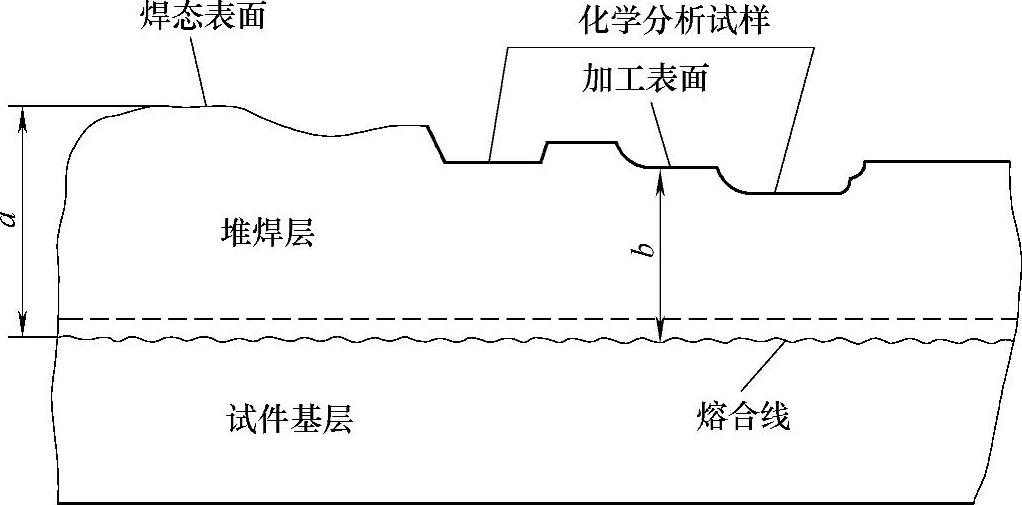
图8-1 堆焊金属化学成分分析取样示意图
a.当在焊态表面进行分析时,则从熔合线至加工表面的距离a为堆焊层评定的最小厚度。
b.当在清除焊态表面层的加工表面上进行分析时,则从熔合线至加工表面的距离b为堆焊层评定最小厚度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。